Направете собствено оборудване за заваръчни работи
Много проекти в дома (в гаража на вилата, у дома, и т.н.), е трудно да се изгради без използването на заваряване, особено дъга. В момента в магазините, като голям брой електрически машини за заваряване, внесени, така и направени в Русия. Добри машини са скъпи, но по-евтино не винаги гарантират качеството на заваряване. В тази статия бих искал да споделя някои мисли предимно от практическо естество, за дизайна на аматьорски заварчици (SA) по-рано публикуваната osnoveanaliza
материали. Това ще ви помогне не само при производството на самостоятелно аматьорски SA, но също така и при избора и покупка на готови заваръчни машини.
Съдържание
- Видео на тема "Как да си направим с високо напрежение генератор само за 15 минути"
- Сродни видеоклипове "subnautica - passage (Как да си направим машина за заваряване?)"
- Видео на "Магнитна маса за заваряване! Какво направи много по данни на машината!"
- Видео по темата "Как да си направим устойчивост устройство точкова заварка на"

Фигура 1. Схема на токоизправител мост за заваряване машина.
Заварчици са постоянен и променлив ток.
SA DC използва в заваряване при ниски токове ламарина (стомана покриви, коли и т.н.). Дъгата в DC е по-стабилна заваряване може да бъде на прав и обратен поляритет. DC могат да бъдат приготвени без измиване тел електрод и електроди за заваряване, както и DC AC. За да стабилността дъга при ниски токове, че е желателно да имат повишен отворена верига напрежение Uxxsvarochnoy намотки (70 - 75). протозои "мост" токоизправител диоди на мощни охладителни радиатори се използват за коригиране на променлив ток (фиг. 1).
За изглаждане на пулсации на напрежението едно от заключенията SA А е свързан към електродите притежателят чрез индуктор L1, който е намотка на 10 - 15 навивки от мед автобус сечение S = 35 мм2 навива на всяка сърцевина, например от магнитни стартер. За отстраняване и модулиране на заваръчния ток се използва в по-сложни схеми, използващи мощни контролирани тиристори. Едно от възможните верига тип тиристорен T161 (T160), вижте статията A.Chernova ", и на таксата и заварката" (Създаване на модел 1994, № 9). Предимства на DC регулатори - в своето универсалност. Диапазонът на изменение на напрежение е 0.1-0.9 Uxx, те могат да се използват не само за плавно регулиране на заваръчния ток, но също така и за зареждане на батерии, мощност електрически нагревателни елементи и за други цели.
Фигура 2. Диаграма на падане външен характеристика на устройството за заваряване.
Видео на тема "Как да си направим с високо напрежение генератор само за 15 минути"
Фиг. 1. Bridge Rectifier за заваряване машина. Показва връзката SA за заваряване на листов метал в полярността "обратен" - "+" електрод, ";" на заготовката U2: - AC изход заваръчен апарат
Заваръчни използвани в заваръчни електроди AC с диаметър по-голям от 1.6 - 2 mm, а дебелината на заварените продукти - 1.5 мм. В този случай заваръчния ток е значима (десетки усилватели), и дъгата е достатъчно стабилна. Електродите се използват за заваряване само на променлив ток. За нормална работа на машината за заваряване трябва да бъде:
- За да се осигури изходно напрежение за надеждно запалване на дъгата. За любител SA Uxx = 60 - 65V. Висше изходното напрежение на празен ход не се препоръчва, се дължи основно на безопасността на работното място (Uxxpromyshlennyh заварчици - 70 - 75).
- Осигурете USV заваряване напрежение, необходимо за стабилна дъга. В зависимост от диаметъра на електрода - USV = 18 - 24V.
- За да се осигури класиран заваръчния ток ISV = (30 - 40), DE, където Isv- стойност на заваръчния ток 30 А - 40 - фактор в зависимост от вида и диаметъра elektroda- де - диаметър електрод, мм.
- Ограничен ток на късо съединение Isc, стойността на които не трябва да надвишава номиналния ток на заваряване, с повече от 30-35%.
Стабилно дъга е възможно, ако заваръчната машина ще има увиснали характеристика, която определя връзка между тока и напрежението в заваръчната верига (Фиг. 2).
SA Това показва, че е необходимо превключване като първичната намотка и вторичен (което е по-сложно конструктивно поради големия ток, протичащ в тях) за груби (етап) припокриване заваръчния ток диапазон. Освен това, за непрекъснато регулиране на заваръчния ток в рамките на избран обхват се използват механични устройства, които се движат намотки. При отстраняване на заваряване намотка мрежа относително повишена магнитни потоци дисперсия, която намалява заваръчния ток.
Сродни видеоклипове "Subnautica - Passage (Как да си направим машина за заваряване?)"

Фигура 3. Схема на пръчка тип магнитна сърцевина.
Изграждане аматьорски SA не трябва да се опита да намали припокриването на заваръчния ток диапазон. За предпочитане в първия етап за сглобяване апарат заваряване с електроди за диаметър от 2-4 мм и във втория етап, ако е необходимо работа за малки токове заваряване, да допълнят с отделен токоизправително устройство с непрекъснато променливо заваръчния ток. Любителски заваръчни трябва да отговарят на редица изисквания, основните от които са следните: относителната плътност и малка тегл време, достатъчно операция (поне 5-7 електрод де = 3-4 мм) от мрежата 220V.
Теглото и размерите на устройството могат да бъдат намалени чрез намаляване на неговата сила и да се увеличи продължителността на действие - чрез използването на стомана с висока магнитна проницаемост и магнит тел изолация топлоустойчив. Тези изисквания не са трудни за извършване, знаейки, основите на изграждане на заваръчни машини и придържане към предложените технологии за тяхното производство.
Фиг. 2. Падащи външен характеристика на заваръчната машина: 1 - семейството на характеристики за различни диапазони svarki- Isv2, Isvz, Isv4 - заваръчния ток диапазони за диаметъра на електродите 2, 3 и 4 mm sootvetstvenno- Uxx- верига напрежение CA ход. Isc - късо zamykaniya- Ucv Редица заваряване напрежение (18 - 24).
Фиг. 3. Магнитно тип прът: и - плоска форма formy- Т б - U-образна плоча в formy- а - ивици плоча трансформатор stali- S = axb- площ на напречното сечение на сърцевината (ядро) cm2 с, d-размер на прозореца, видя.
Така че, изборът на вида на ядро. магнитни ядра се използват главно за производство на заварчици пръчка тип, тъй като те се извършва по-manufacturable. Ядрото е съставено от всяка плоча на електротехническа стомана конфигурации дебелина от 0,35 до 0,55 мм, пристегнати щифтове, изолирани от сърцевината (фиг. 3). При избора на сърцевината е необходимо да се помисли за размера на "прозорец", за да се постави намотка заваряване машината, и площта на ядро (сърцевина) S = AxB на напречното сечение, виж2. Както показва практиката, не избирайте минималните стойности на S = 25 - 35 см, тъй като заваряване апарат няма да разполага с необходимия за свободното пространство и качеството заваряване ще бъде трудно да се получи. И прегряването данни на машината след кратък мандат като неизбежна.

Фигура 4. Диаграма на тороидални магнитен тип верига.
Напречното сечение на сърцевината трябва да бъде S = 45 - 55 см2. Заваряване машина е малко по-тежък, но не ви разочаровам! Всички все разпространените любителски заваръчни за ядра на тороидални тип, които имат високи електрически характеристики, около 4-5 пъти по-висока от тази на пръта, и електрически загуби малки. Разходите за труд за тяхното производство са по-значими и свързани преди всичко с поставянето на намотките на изпъналостта и сложността на най-ликвидация.
Въпреки това, те дават добри резултати с правилният подход. Ядра от трансформатор желязна пръчка, навити във формата на тор. Един пример е сърцевината на автотрансформатора "Lattre" 9 А. За да се увеличи вътрешния диаметър на тороид ( "прозорци") на вътрешната странична част на стоманената лента се развива и навита върху външната страна на сърцевината. Но, както показва практиката, а "Latra" не е достатъчно за висококачествено SA (Достатъчно напречно сечение S). Дори след операцията 1 - електродите диаметър 2 3 мм го прегрява. Възможно да се използват два подобни ядра съгласно схемата, описана в статия B.Sokolova "заваряване бебе" (самостоятелно, 1993, № 1), или от едно ядро две пренавиване (фиг. 4).
Фиг. 4. магнитен тороидални типа: 1.2 - автотрансформатор сърцевина преди и след навиване 3 SA конструкция въз основа на два тороидални serdechnikov- W11W12 - включва намотка мрежа паралелно W2- заваряване obmotka- S = axb- площ на напречното сечение на сърцевината, вижте2 , с, d-вътрешни и външни диаметри на тороид, cm 4 - схема SA въз основа на две подредени тороиди.
Особено забележително аматьорски SA, направена въз основа на статора трифазни асинхронни двигатели с голяма мощност (повече от 10 кВт). Избор на сърцевината се определя от напречно сечение на статора S. плоча статор щампова не съответства напълно на електрическия трансформатор стоманата, така че да намали напречното сечение S-малко от 40 - 45 cm е неподходящо.

Фигура 5. Диаграма на закрепващите щифтове CA намотки.
Видео на "Магнитна маса за заваряване! Какво направи много по данни на машината!"
Статора освободи от корпуса се отстранява от вътрешната намотката на статора слотове, вдлъбнатини изсечени длето джъмпери защита на вътрешната повърхност на даден файл или абразивна ролка, закръгляването острите ръбове на ядрото и увити го стегнат, припокриващи памук тиксо. Ядрото е готов за навиване бобини.
Избор на ликвидация. За първични (мрежа) намотки е добре да се използва специален меден намотка проводник в HB (Стъкло кърпа) изолация. Задоволителна топлоустойчивост имат също проводници в гума или гума изолиране. Не е подходящ за използване при повишена температура (която вече е поставен в изграждането на любителски SA) проводници в PVC (PVC) изолация поради възможното му на топене, изтичащи от намотките и късо съединение. Следователно, PVC изолация от проводниците трябва или да се отстрани и увиване на проводника по цялата дължина HB лепенка, или не да се премахне и навие проводник през изолацията. Има и друг поле доказан метод за навиване. Но повече за това по-долу.
При избора на сечение на намотки с работата на спецификата на SA (Периодичен) позволяват плътност на тока от 5 А / мм2. Когато заваръчния ток е 130-160 A (де електрод = 4 mm) на вторичната намотка силата количество R2 ISV х = 160x24 = 3,5 - 4 кВт енергия на първичната намотка със загубата ще бъде около 5.5 5- кВт, а оттам и максималния ток на първичната намотка може да достигне до 25 А. Следователно намотка проводник секцията първичен S1 трябва да бъде най-малко 5-6 мм. На практика, това е желателно да се използва част тел 6 - 7 мм2. Алтернативно, правоъгълна шина или мед намотка диаметър тел (без изолация) 2.6 - 3 милиметра. (Изчисляване от известни формула S = PIR2 S-, където областта на кръг, мм2 пи = 3,1428- R- радиус кръг, mm). Когато няма достатъчно напречно сечение на проводника може да се навие на две. Когато се използва алуминиев проводник на неговото напречно сечение трябва да се увеличи от 1.6 - 1.7 пъти. Възможно ли е да се намали диригент напречното сечение на ликвидацията мрежа? Да, можете. Но в същото SA загубят изискуемата граница на власт, ще се нагрява по-бързо, и препоръчва на основната секция S = 45 - 55 cm в този случай би било неразумно голям. Броят на завъртанията на първичната намотка W на1 определя от следното равенство: W1 = [(30-50): S] х U130-50, където - S- koeffitsient- постоянно ядро напречно сечение, cm2 , W1 = 240 се превръща в смесители 165, 190 и 215 се превръща, т.е. на всеки 25 завои.

Фигура 6. Диаграма на навиване методи за намотки CA от типа ядро прът.
По-големият брой докосвания на мрежата ликвидация, както показва практиката, че е неподходящо. Ето защо. Чрез намаляване на броя на завъртанията на Първичната намотка се увеличава, тъй като силата на SA и Uxx, което води до увеличаване на напрежението на дъгата и влошаването на качеството на заваряване. Ето защо, само чрез промяна на броя на навивките на първичната намотка за постигане на припокриване на заваръчния ток диапазон, без влошаване на качеството на заваряване е невъзможно. За това е необходимо да се осигури преминаването на завъртанията на вторичния (заваряване) намотка W2.
Вторична намотка W2 трябва да съдържа 65 - 70 навивки от изолиран меден автобус сечение не е по-малко от 25 mm (за предпочитане 35 mm раздел). Подходящ е и гъвкав сърцевина тел (например, заваряване) и трифазен захранващ кабел се верижна. Важно е, че ликвидацията силовата част не трябва да бъде по-малко от желаното, и изолация - термоустойчив и надеждна. С недостатъчно раздел тел може да се навие в две или дори три проводника. Когато се използва алуминиев проводник на неговото напречно сечение трябва да се увеличи от 1.6 - 1.7 пъти.
Фиг. 5. Определяне щифтове намотки SA 1 - SA-2 Case - shayby- 3 - терминал bolt- 4 - gayka- 5 - мед върха с проводник.
Трудност придобиване ключове за високи токове, и практиката показва, че най-прост извод заваряване започне намотка чрез медни терминали при диаметър терминал винтове 8-10 мм (фигура 5.). Медни изводи са медни тръби с подходяща дължина диаметър 25-30 мм, фиксирани към проводниците чрез формоване и за предпочитане заварки. Фокусирайки се върху реда на намотки ликвидация. Общи правила:
- Намотката трябва да бъдат направени от изолирани сърца и е винаги в една посока (например, обратна на часовниковата стрелка).
- Всяка намотка слой изолационен слой Kh.B. изолация (фибростъкло, фазер, проследяване на хартия), за предпочитане, импрегнирани с бакелит лак.
- Заключения намотки консерви, марка, определи HB плитка, заключенията на мрежата криволичещи допълнително носят HB тръби.
- В случай на съмнение изолация намотка може да се осъществи с използването на х / w мозък, така да се каже в два проводника (авторът използва HB резба за риболов). След навиване на един слой намотка с HB резба се фиксира с лепило, лак и т.н. и след изсушаване навита следващия ред.

Фигура 7. Схема на навиване методи за намотки CA тип тороидални ядро.
Разглеждане на реда на подреждане на намотките на типа иго прът. Мрежа намотка могат да бъдат поставени по два основни начина. Първият метод ви позволява да получите повече "твърд" режим на заварка. Мрежа намотка в този случай се състои от две идентични намотки W1W2 разположени на различни страни на сърцевината, свързани в серия и със същия размер проводник. За регулиране на изходния ток на всеки отклонения на намотка са направени, които се затварят по двойки (фиг. 6а, Ь).
Вторият метод включва първична намотка (силата) на намотката върху едната страна на сърцевината (фиг. 6, С, D). В този случай, ТЗ е стръмно потапяне характерни приготвя "меки", дължината на дъгата по-малко влияние върху заваръчния ток стойност, а оттам и върху качеството на заваряване. След навиване, първичната намотка на СО трябва да се провери за наличие на късо съединение завои и правилността на избрания броя на завъртанията. Заваряване трансформатор включва мрежа чрез предпазител (4 - 6А) и AC амперметър желателно. Ако предпазителят удари или силно нагряване, това е ясен знак за затворен кръг. Следователно първата намотка, ще трябва да се върнем назад, като се обръща специално внимание на качеството на изолация.
Фиг. 6. Методи CA намотка намотки върху сърцевината на стик-тип: и - намотка мрежа от двете страни serdechnika- б - съответния вторичен (заваряване) намотка включва обратно към паралелно към - навиване на мрежата от едната страна serdechnika- г - съответстващ вторичната намотка В него са включени последователно.
Ако машината е силно бръмчене, а консумацията на ток е по-голяма, отколкото с 2 - 3 А, то това означава, че броят на първичните намотки и се преброяваха podmotat нужда от повече завои. Дефектна CA консумира ток на покой по-малко от 1 - 1,5 А, тя не се нагрява и не много бръмчене. А вторичната намотка рана CA винаги от двете страни на ядрото. За първия метод на навиване на вторичната намотка също се състои от две еднакви половини, които са включени, за да се подобри стабилността на дъгата (Фигура 6) В антипаралелен и секцията тел може да се малко по-малко - 15 - 20 мм2 .
Фигура 8. Електрическа измервателни уреди.
За втория метод първичната намотка заваряване намотка W21навива на свободната страна на сърцевината и намотките е 60-65% от общия брой на завъртанията на вторичната намотка. Тя служи предимно за запалване на дъгата, и по време на заваряване, поради рязко увеличение на магнитния поток дисперсия, напрежението в това пада до 80-90%. Допълнителна заваряване намотка W22 се навива върху основната. Както мощност, тя поддържа в изискваните граници заваряване напрежение, а оттам и на заваръчния ток. Нейната пад на напрежение в режим на заваряване с 20 - 25% в сравнение с работа на празен ход на напрежението. След изработка SA трябва да притежава неговото създаване и проверка на качеството на заваръчни електроди с различни диаметри. Процесът на конфигурация е както следва. За измерване на заваръчния ток и напрежение трябва да се купи два електрически единица - в AC амперметър 180-200 A и AC волтметър 70 - 80B.
Фиг. 7. Методи CA ликвидация намотки на тороидални тип сърцевина: 1.2 - единни и секционните намотка намотки съответно: а - б Решетка - сила.
Фиг. 8. Окабеляване на измервателни уреди.
Схемата на тяхната връзка е показан на фиг. 8. При заваряване различни електроди облекчаване на заваръчния ток стойност - ISV USV заваряване напрежение и да бъде в желаните граници. Ако заваръчен ток е малък, често (електрод стик, нестабилна дъга), в този случай, или превключването на първичните и вторичните намотки се задава желаните стойности, или преразпределят броя на навивките на вторичната намотка (без да се увеличава) в посока на увеличаване на броя на навивките, зарастване на върха AC намотка. След заваряване може да се направи пауза или рязане ръб части да бъдат заварени, и веднъж става ясно качество заваряване: дълбочина на проникване и дебелината на отложения метал слой. Според резултатите от измерванията, е полезно да се направи таблица.
Фигура 9. устройство за измерване на напрежението и заваръчния ток и настоящия дизайн трансформатор.
Въз основа на таблицата с данни, избира оптималните условия за заваръчни електроди с различни диаметри, като се има предвид, че заваръчни електроди, например 3 mm, електроди диаметър 2 мм могат да бъдат намалени, тъй рязане ток е по-голям от заваряването с 30 -25%. апаратура покупка трудност, се препоръчва по-горе, авторът прави, когато се прибягва до производството на измервателната верига (фиг. 9), въз основа на най-често срещаните тА DC 1-10 mA. Състои се от напрежение и ток измервателни уреди, които се събират в една верига мост.
Фиг. 9. Схема на измервателните уреди на напрежение и ток на заваряване и текущия дизайн трансформатор.
напрежение m, свързан с изход (заваряване) намотка SA Настройката се извършва от всеки от тестера, който контролира заваряване изходното напрежение. С помощта на монтирани R.3 стрелка крайния мащаб деление променлива устройство устойчивост при максимално напрежение метър UxxShkala достатъчно линейна. За по-голяма точност, можете да премахнете две - три контролни точки и метърът се калибрира за измерване на напрежението.
По-трудно да се установи текущата метър, тъй като той е свързан към самостоятелно производство на токовия трансформатор. Последното е тороидални ядро с две намотки. Размери на сърцевината (външен диаметър 35-40 мм) не са от основно значение, преди всичко, да се поберат намотка. Ядро Материал - трансформатор стомана, пермалой или ферит. Вторичната намотка се състои от 600 - 700 навивки от медна тел изолирани марка PEL, SEW добре диаметър PELSHO 0.2 - 0.25 mm и се свързва с амперметър. Първичната намотка - проводник мощност разширяване вътре в пръстена и е свързан към klemnomu болт (Фигура 9.). Конфигуриране на ток електромера е както следва. За захранване (заваряване) намотка SA свързване калибриран устойчивост на гъста нихром проводник с 1 - 2 секунди (силно нагряване) и измерване на напрежението на изхода SA за закона на Ом определяне на ток, преминаващ през заварката ликвидация. Например, при свързване Rd = 0,2om Vout = 30V.
Веригата на инвертор заваръчни машини.
Отбележете точка на скалата на устройството. Три - четири измервания с различни RН достатъчно, за да се калибрира на електромера. След калибриране, инструментът е монтиран на жилища SA, с помощта на общоприети насоки. В заваряване при различни условия (силен или слаб ток мрежа, дълга или къса захранваща линия, неговото напречно сечение и т.н.) чрез включване на намотките е адаптиран SA оптимален режим на заваряване, след което ключа може да се настрои в неутрално положение. Няколко думи за заваряване на контактната точка. Чрез изграждането SA този тип представени редица специфични изисквания:
- Мощност доставени до точката на заваряване, трябва да бъде максимално но не повече от 5-5.5 кВт. В този случай консумацията на ток на мрежата не надвишава 25 A.
- Режим на заваряване трябва да бъде "трудно", и следователно, ликвидация бобини SA Това трябва да се извършва в първия вариант.
- Токове, които текат в заварката ликвидация, 1500-2000 А и достигат по-високи стойности. Вследствие на това напрежение заваряване трябва да бъде по-малко от 2-2,5v и напрежение в покой - 6-10V.
- Напречното сечение на първичната намотка проводник не е по-малко от 6-7 мм, а напречното сечение на вторичната намотка на най-малко 200 мм. Достигнете сечение през жицата намотка 4-6 намотки и тяхното последващо паралелно свързване.
- Допълнителни докосвания на първичната и вторичната намотки не го правят препоръчителни.
- Броят на първичните завои може да отнеме минималната изчисляването поради кратката продължителност на работата SA
- Напречното сечение на ядрото (ядро) на по-малко от 45-50 см, не се препоръчва да се вземат.
- Заваряване съвети и подводни кабели към него трябва да бъде от мед и да премине съответните токове (12-14 mm диаметър на върха).
Веригата на трансформатора и притежателите на електрода.
Видео по темата "Как да си направим устойчивост устройство точкова заварка на"
Особена класа аматьорски SA устройства са произведени на базата на промишлено осветление и други трансформатори (2-3 фаза) 36b на изходното напрежение и мощността на най-малко 2,5-3 кВт. Въпреки това, преди да започне промяната необходимо за измерване на напречното сечение на сърцевината, която не трябва да бъде по-малко от 25 см и диаметър на първични и вторични намотки. Ти веднъж става ясно, какво да очакват от промяната на трансформатора.
В заключение, няколко технологични съвети.
Включване на машината за заваряване към секцията за мрежов кабел трябва да бъде направено чрез автоматично 6-7 мм на ток от 50 A 25, например AP-50. диаметър на електрода в зависимост от дебелината на заваръчен метал може да бъде избрано от следното равенство: г = (1-1,5) L, където L-дебелина на метала на заваръчния шев, мм.
Дължината на дъгата е избран в зависимост от диаметъра на електрода и средната стойност е 0,5-1,1 D3. Препоръчително е да се извърши кратко дъга 2-3 мм, което е равно на напрежението на 18-24 V. Увеличението в резултатите дъга дължина в разрушаването на неговата стабилност горене, повишена загуба на запалване и пръски, намаляване на дълбочината на проникване на основния метал. Колкото по-дълго на дъгата, толкова по заваряване напрежение. заваръчни избира скорост на заваряване в зависимост от степента и дебелината на метал.
Управление устройство еднофазен трансформатор.
При заваряване с директен полярност положителен (анод) е свързан към заготовката и отрицателен (катод) - на електрода. Ако е необходимо, на заготовката за генериране на по-малко топлина, например чрез заваряване листови структури, заваряване се използва за обратна полярност (фиг. 1). В този случай на отрицателен (катод) е свързан към заготовката, и положителен (анода) - на електрода. Това не само осигурява по-малко нагряване детайл, но и ускорява процеса на топене на метал електрод поради по-високата температура зона и анод голям вход топлина.
Заваръчна тел е прикрепена към СО чрез медни гилзи крайни болтове от външната страна на тялото на спояващия. Лоши връзки намаляват характеристики контактни електрически CA разграждат качеството на заварените съединения и могат да причинят прегряване и дори техните кабели за запалване. Когато (6.4 т) раздел малка дължина заваръчна тел трябва да бъде не по-малко от 25 мм. е необходимо При заваряване да спазват правилата за пожарна и електрическа безопасност при работа с електрически инструменти.
операции за заваряване трябва да се провеждат в специална маска със защитно стъкло марка С5 (150-160 токове до А) и ръкавици. Всички превключите SA е ограничен след изключване на заварчика от електрическата мрежа.
 Домашна точкова заварка - необходимо нещо в дома си цех
Домашна точкова заварка - необходимо нещо в дома си цех Оборудване електродъгово заваряване
Оборудване електродъгово заваряване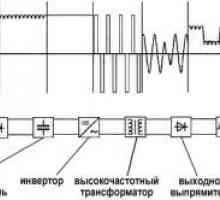 Каква трябва да бъде капацитетът на заваръчната машина?
Каква трябва да бъде капацитетът на заваръчната машина? Инверторен заваръчен апарат: какво и как да избера най-подходящия е?
Инверторен заваръчен апарат: какво и как да избера най-подходящия е? Кои инвертор заваръчен апарат е по-добре да изберете?
Кои инвертор заваръчен апарат е по-добре да изберете? Как да стартирате заваряване инвертор?
Как да стартирате заваряване инвертор?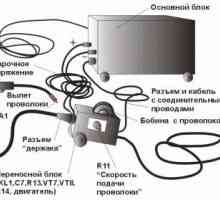 Как да изберем полуавтоматично заваряване?
Как да изберем полуавтоматично заваряване?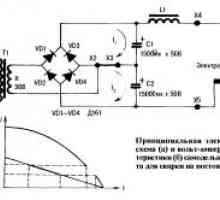 Поставянето му ръце DC заваръчен апарат
Поставянето му ръце DC заваръчен апарат Изберете заваръчна машина за дома: ключови точки
Изберете заваръчна машина за дома: ключови точки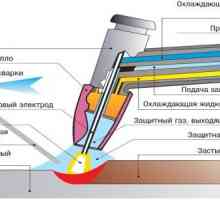 Какво е електродъгово заваряване инвертор
Какво е електродъгово заваряване инвертор Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване Алгоритъмът е: как да се готвя заварчик
Алгоритъмът е: как да се готвя заварчик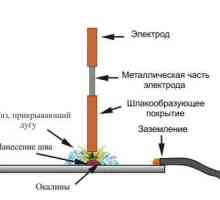 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор Основната разлика от машината за заваряване инвертор
Основната разлика от машината за заваряване инвертор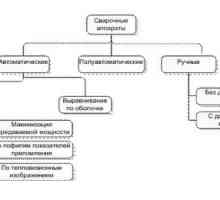 Характеристики на заваръчни машини: Как да изберем единица?
Характеристики на заваръчни машини: Как да изберем единица? Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце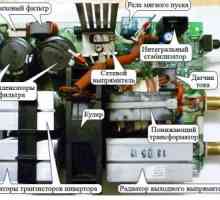 Принципът на устройството на инвертор заваръчни машини
Принципът на устройството на инвертор заваръчни машини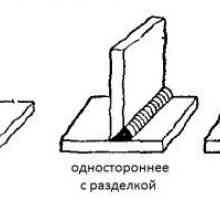 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически? Апаратът за заваряване инвертор за начинаещи
Апаратът за заваряване инвертор за начинаещи Как да проверите заварката?
Как да проверите заварката?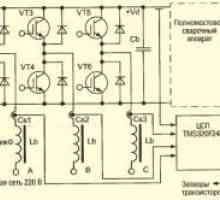 Характеристики на устройството на инвертора заваряване и неговите предимства
Характеристики на устройството на инвертора заваряване и неговите предимства