Как да се намали метал окси-пропан горелка?
Съдържание
- Видео по темата "Работа факел, рязане на метал обучение"
- Видео на "Газ рязане на метал чирак!"
- Предимства и недостатъци
- необходимо оборудване
- Видео на "рязане на метал. cutter пропан + кислород"
- Първи стъпки
- Първи стъпки
- Видео по темата "обучение: рязане на метал газо-пропан факел, преди да започнете."
- Нюансите на рязане на метал
- Повърхностни и форма рязане
- Видео по темата "Принципът на класификация и горелки за рязане"
- обезпечителни мерки
- Видео на "газово рязане на метал или кратък курс с рязане на газ"
Видео по темата "Работа факел, рязане на метал обучение"
- Предимства и недостатъци
- необходимо оборудване
- Първи стъпки
- Първи стъпки
- Нюансите на рязане на метал
- Повърхностни и форма рязане
- обезпечителни мерки
Видео на "Газ рязане на метал чирак!"
В сравнение с газ заваряване работи за рязане на газ изисква много по-малко човешки умения. Следователно, за да овладеят резак не е твърде трудно. Достатъчно е да се разбере как да го прави. Най-често в нашето време получи пропан факли. Те се използват във връзка пропан и кислород, като тяхна смес дава най-високата температура на горене.

Пропан горелка е предназначена за ръчно разделяне на кислородно рязане от въглеродни и легирани стомани, използващи пропан.
Предимства и недостатъци
Предимства на метал с пропан в сравнение с други методи са очевидни:

Карането на потребителя разрязване за рязане на стомана.
- рязане на газ се използва, когато трябва да се намали доста дебели метални или нещо изрязани шаблони, които изискват по-извити нарязани, което е просто невъзможно да се направи същото мелница. Горелка необходимо, ако се наложи да се намали диск на дебели метални удар или глух отвор 20-50 мм.
- Лек и лекота на използване на режеща горелка - един по-неоспоримо предимство. Кой е работил с бензин колеги, той знае колко много те са тежки, тромави и шумна, вибрира прекомерно, което води до оператора да направи значителни усилия по време на работа. Газовите модели са лишени от всички тези недостатъци.
- Освен това, рязане метал газ може да работи в два пъти по-бързо, отколкото при използване на бензинов двигател.
- Пропан е много по-евтини, не само бензин, но и други газове. Поради това е изгодно да се използва за големи обеми на работа, например, при рязане стоманен скрап.
- Ръбът на разреза с пропан рязане е малко по-лошо, отколкото чрез ацетилен факли. Въпреки това, границата е много по-чист, отколкото бензин горелки или шлифовъчни машини.
само рязане недостатък факлите (включително пропан) може да се счита ограничен обхват на метали, които могат да бъдат отрязани. Те само от ниско и средно въглеродни стомани, както и чугун.

Окси-пропан инсталация за запояване и заваряване.
Рязане невъзможно газ с високо въглеродна стомана, тъй като тяхната точка на топене е доста близка до температурата на пламъка. Скалата за резултат не се отделя под формата на стълба искри от обратната страна на листа, и се смесва с разтопения метал в краищата на разреза. Тя не получи кислород в метала, за да го изгори. При рязане процес желязо предотврати зърно форма и графит тях. (Изключение е сферографитен чугун). Алуминий, мед и техните сплави рязане газ и не се поддава.
Следва да се припомни, че по-ниско въглеродна стомана включват клас 08 до 20G, да sredneuglerodistoj - клас 30 до 50G2. В отбелязването на едни и същи степени на въглеродни стомани са винаги в навечерието на САЩ поставя буквата
необходимо оборудване
За газ рязане метал трябва да има един цилиндър на пропан и кислород, високи маркучи налягане (кислород), се нож и умират размер. Всеки контейнер трябва да бъде поставен редуктор за регулиране на потока от газ. Забележка за нишка пропан резервоар назад, така че да го друга скоростна кутия невъзможно винт.
газово оборудване дизайн за рязане на метал от различни производители се различават съвсем леко. Обикновено всички те имат 3 клапан: първата доставка на пропан, последвано от вентила за регулиране на кислород след - рязане кислород клапан. Най-често, кислородни клапани са сини, същото като отворен пропан, червени или жълти.
Метални се нарязва под влиянието на струи горещ пламък, който се генерира от инструмента. По време на работа на устройството в специален смесителна камера пропан комбинира с кислород, за да образуват горими смес.
Видео на "рязане на метал. Cutter пропан + кислород"
Пропан режещото способен на рязане на метал с дебелина до 300 мм. Много подробности за сменяем устройството, така че устройството в случай на повреда могат бързо да бъдат ремонтирани директно на работното място.
Много е важно да изберете правилния мундщука. Когато се приема, дебелина избор метал. Ако обектът да бъдат отрязани, се състои от части с различна дебелина, която варира от 6 до 300 mm, ще отнеме няколко мундщуци с вътрешните номера от 1 до 2 и външни - от 1 до 5.
Първи стъпки

Схема вложка нож.
Преди да е абсолютно необходимо работата да разгледа устройството, за да се уверите, че нож е напълно функционален. След това следвайте следните стъпки:
- Първата стъпка до устройство за рязане на маркучи са свързани. Преди да се присъедини ръкава, е необходимо запазването на газа да се премахне попаднал там боклук или мръсотия. Кислород маркуч на монтирането прикрепен към нишката дясната посредством щифт и гайка, втори маркуч (пропан) - на съюза с лява резба. Не забравяйте, преди да свържете маркуча за газта, проверете дали течът е в каналите на главата. За да направите това, свържете маркуча за кислород монтаж с кислород, и газовата дюза трябва да остане свободен. Определете нивото на кислород до 5 атмосфери, и отворите на клапаните газ и кислород. Чувствайте се свободни пръст фитинг за да се увери дали има въздух изтичане. Ако не, трябва да го почистите инжектора и горелка канали.
- След това проверете тапата връзки за стягане. Откриване на течове, затегнете гайките или промяна на тюлени.
- Не забравяйте да проверите как стегнати редуктори закрепване на газ и габарити дали непокътнати.
Първи стъпки
Излага на кислород редуктор 5 атмосфери, в газа - 0.5. (Обикновено, съотношението на кислород газ до 1:10.) Всички вентили нож трябва да бъдат поставени в затворено положение.

За да използвате инструмента за рязане на зъбното колело, разположени на 5 атмосфери, в газа - 0,5.
Вземи нож, първо малко отворен пропан (една четвърт или малко повече), се възпламени. Опира на горелка дюза за метала (косо) и бавно отворен регулиращ кислород (да не се бърка с инструмента). Алтернативно регулирането на клапаните за постигане на желаната пламъка ни сила. При регулиране на отвора последователно газ, кислород газ, кислород. Силата (или дължина) на пламъка, избран с оглед на дебелината на метал. При по-дебели листа, по-пламък и консумация на кислород пропан повече. Когато пламъкът се регулира (тя се превръща в синьо и корона) може рязане на метал.
Видео по темата "обучение: рязане на метал газо-пропан факел, преди да започнете."
Дюзата се довежда до метален ръб, го поддържа в разрез 5 мм от обекта под ъгъл от 90 °. Ако покривалото или статия, трябва да се намали в средата, претоплят метал трябва да започне от точката, от които ще намалят. Загрява се до горния ръб 1000-1300 ° в зависимост от метала (до неговата температура на запалване). Визуално изглежда повърхността на стартов бит ", за да се намокри." По времето на загряване отнема само няколко секунди (до 10). Когато металът е запалим, отворен рязане кислород клапан, и лист се подава мощен тясно фокусирана струя.
Устройство за рязане на вентил трябва да се отварят много бавно, след това светва кислород само от загрява метал, като по този начин се избягва ретроспективни придружено памук. Бавно провеждане кислород струя по определен ред. В този случай, това е много важно да изберете правилния ъгъл. Тя трябва да бъде първо 90 °, тогава има леко отклонение от 5-6 ° в посока, обратна на посоката на рязане. Въпреки това, ако дебелината на метал надвишава 95 mm, е възможно да се избегне отклонение в 7-10 °. Когато металът вече намали с 15-20 mm, е необходимо за промяна на ъгъла при 20-30 °.
Нюансите на рязане на метал

Схема процес на отделяне кислородно.
Рязане на метал е необходимо в правилната скорост. Определяне на оптималната скорост може да се визуализира по пътя искри. Дебит предизвика истински мухи под ъгъл от приблизително 88-90 ° към повърхността на рязане. Ако потокът от искри лети в противоположна на посоката на движение на инструмента, което означава, че скоростта на рязане е твърде ниска. Ако ъгълът е по-малък от 85 ° искри поток, той сигнализира превишаване.
На работа винаги трябва да се ръководи от това, колко дебел метал. Ако повече от 60 mm, по-добро позициониране на листовете под наклон, за да се осигури изтичането на шлака, и изпълнение на произведението по-точно.
Рязане на метал с дебелина има свои собствени характеристики. Преместете нож преди метала ще бъдат нарязани на цялата дебелина, не е възможно. В края на процеса на рязане, е необходимо да се намали скоростта напред гладко и да ъгъла на наклон режещото повече при 10-15 °. Стоп в процеса на рязане не се препоръчва. Ако работим по някаква причина е била прекъсната, не продължавайте да се намали до точката, където спря. Трябва да рестартирате разреза и само в новото място.
След завършване на рязане, рязане кислород Overrides, а след деактивиране на регулиращия кислород поне деактивиране пропан.
Повърхностни и форма рязане

Схема рязане кислород повърхност.
Понякога е необходимо да проникне метала не чрез, но само за създаване на повърхностен релеф, рязане жлебове в листа. С този метод на рязане на метал се нагрява не само от факела на пламъка. Стопената шлака да служи като източник на топлина. Разпространяването, ще се затоплят по-ниските слоеве на метал.
Повърхностно рязане, както обикновено, започва с факта, че желаната зона се загрява до температура на запалване. С активирането на рязане кислород, създавате метал горене огнище и метод за равномерно движи режещото оголване ще осигури по предварително определен ред нарязани. Сепараторът, в този случай трябва да се постави под ъгъл 70-80 ° спрямо листа. При прилагането на рязане на кислород трябва да бъде наклонена факел, създаване на ъгъл от 17-45 °.
Размери на жлеба (дълбочина и ширина) коригират скоростта на рязане: увеличаване на скоростта, намаляват размерите вдлъбнатина и обратно. Дълбочината на жлеба ще се увеличи, ще се увеличи, ако ъгълът на наклон на мундщука, ако скоростта на рязане се намалява и увеличение на кислород налягане (разбира се, рязане). Широчината на жлеба се регулира от диаметъра на дюзата за рязане кислород. Имайте предвид, че дълбочината на канала трябва да бъде по-малък от нейната ширина около 6 пъти, или залези се появяват на повърхността.
Фигура нарязани дупка в метала, както следва. Първо, ние се очертаят контурите на листа (или когато маркиране на обиколката на фланците трябва да се отбележи също така в центъра на кръга). Преди началото на най-рязането трябва да перфориране. Започнете рязане винаги трябва да е права линия, тя ще ви помогне да получите по закръглени изчистена кройка. Започнете да изрежете правоъгълник може да бъде на всяко място, различно от ъглите. Най-малкото той трябва да намали външния контур. Това ще помогне за намаляване на частта с най-малък отклонение от предвидените контурите.
Видео по темата "Принципът на класификация и горелки за рязане"
обезпечителни мерки
Газ рязане на метал, без риск, така че трябва да се придържа стриктно към правилата за безопасност. Нека започнем с защитно облекло, което трябва да включва: огнеупорен костюм и гамаши ръка със същата propitkoy- заваряване маска направена от огнеупорни пластмасови nagolovnikom- работни обувки с високи страни. Също така се препоръчва да носят респиратор. Защо се вдишва дима и прах? Всички тези мерки не са били изобретени от злополука, и не трябва да ги пренебрегват. Например, може да има ситуация, в която дебели метални не е просто продават и разтопена пръски ще падне върху вас.
В този процес, не забравяйте да се следват индикаторни редуктори на цилиндри. Не забравяйте, че вие не можете да започнете рязане, ако маркучите имат пукнатини, пропуски или ставите. Някои майстори свързани тръбни съединения на алуминий или месинг. Въпреки това, той е по-добре да не рискуваме. Моля, имайте предвид, че железни тръби, използвани за тази цел, не могат да бъдат категорично като желязо могат да излъчват искри.
Най-важното нещо, което трябва да се знае, когато се работи с рязане факли пропан е запалим, кислород е masloopasen. При контакт на кислорода с всяко масло се пръсне. За да се избегнат проблеми, не докосвайте бутилки на гърба в ръкавиците или облеклото на петрола оцветени. Не го оставяйте в близост до мазни парцали.
Имайте предвид, че бутилките трябва да бъдат поставени на разстояние от 10 м от работното място и 5 m един от друг. Цялото съдържание на бутилката не може да се харчат.
Видео на "газово рязане на метал или кратък курс с рязане на газ"
Понякога в процеса на необичайни ситуации възникват. Не може да се изгуби. Например, ако лети по време на рязането от съюза или маркуча за кислород счупи, не се паникьосвайте. Обикновено се страхуват произтича от факта, че това се случва внезапно и силно. Тя трябва незабавно да се отреже на фуража нож на пропан, след това се затвори двата цилиндъра. Това се случва, че е изненадващо, че пламъкът изчезва, пукащ звук, когато ножа за запалване и регулиране. Просто затворете факела отвори и подклажда огъня отново.
 Намаляване на керамични плочки
Намаляване на керамични плочки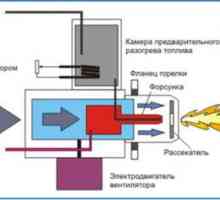 Как да си направим газова горелка за покрив с ръцете си
Как да си направим газова горелка за покрив с ръцете си- Как да си направим газова горелка за покрив с ръцете си
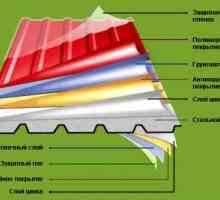 Правото на намаляване на профилирани платформа
Правото на намаляване на профилирани платформа Инструменти за рязане на плочки: отнеме само най-необходимите!
Инструменти за рязане на плочки: отнеме само най-необходимите! Вентилация на гаража с автомобили, оборудвани с газови двигатели
Вентилация на гаража с автомобили, оборудвани с газови двигатели Покривни материали и rubemast: значението и ползите от меки покриви
Покривни материали и rubemast: значението и ползите от меки покриви Корица покрив Rubemast
Корица покрив Rubemast Изолация на тавана на сградата на едноетажна
Изолация на тавана на сградата на едноетажна Устройство фундаментна плоча
Устройство фундаментна плоча Инструменти и методи за рязане на метал
Инструменти и методи за рязане на метал Как да се намали металокеремида с помощта на прободен трион?
Как да се намали металокеремида с помощта на прободен трион? Модерен разрязване
Модерен разрязване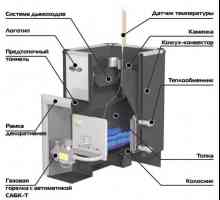 Газови системи за бани - монтаж на нагревателя и възможност за избор на автоматизация
Газови системи за бани - монтаж на нагревателя и възможност за избор на автоматизация Фурни за банята газ: parimsya удобно
Фурни за банята газ: parimsya удобно Параметри рязане на метал пропан
Параметри рязане на метал пропан Как да се намали метал горелка?
Как да се намали метал горелка? Отопление бойлер къща пропан
Отопление бойлер къща пропан Как да си направите барбекю пропан резервоар?
Как да си направите барбекю пропан резервоар? Бутилките и вентили: видове
Бутилките и вентили: видове Как се извършва рязане на части
Как се извършва рязане на части