Какво е заваряване на цветни метали
Видео на "тънък метален заваряване PDG-315 "виелица", BC-315 + SPM-430 "
Съдържание
- Видео на "тънък метален заваряване pdg-315 "виелица", bc-315 + spm-430 "
- Видео на "метала 10mm. 1.2 mm тел. cdp-315 "виелица", bc-315 "виелица"+ spm-430 "
- Най-популярните сплави
- Видео по темата "Заваръчни инвертори astrum arc - видео преглед"
- Препарати за заваряване
- Заваряване на алуминиеви части
- Видео по темата "Новият полуавтоматично заваряване ПДГ-315 "виелица" и ВС-315 + spm-430 "
- Свързани видеоклипове "multiplaz 3500 - заваряване в режим на ii"
- Провеждане на заваръчни работи
- Свързани видеоклипове "multiplaz 3500 - заваряване на алуминий"
Заваряване на цветни метали и техните сплави, въпреки по-ниска температура на топене, не е толкова просто, колкото изглежда на пръв поглед. Всички цветни метали и техните сплави имат висока химическа активност, когато са в контакт с кислород и покрити с филм оксид, което позволява по-добри части за свързване. В един прост нагряване на въздух реактивност многократно увеличава и е възможно да се получи разтопен заваръчен ръб вместо дебел слой оксид филми. Готвене леене цветни метали също трябва да се извършва в среда с ограничен достъп на кислород.

Схема газ заваряване на цветни метали.
Видео на "метала 10mm. 1.2 mm тел. CDP-315 "виелица", BC-315 "виелица"+ SPM-430 "
Най-популярните сплави
Чистите цветни метали се използват сравнително рядко. Актуални технологии позволяват да се произвеждат огромно разнообразие от сплави в различни комбинации с различни физико-механични свойства. Най-често използвани за производство на части на промишлени и битови изделия са сплави на мед, алуминий, никел, цинк и титан.
Видео по темата "Заваръчни инвертори Astrum ARC - видео преглед"
Използва се още от древни времена са сплави на мед месинг и бронз. може да се използва такова заваряване:
- Обикновено месинг, който е сплав от мед и цинк. Медта е основният компонент на сплавта, съдържанието на цинк е обикновено около 30%, в зависимост от желаните свойства на сплавта неговия размер може да се увеличи до 50%. Сложните бронз, мед и цинк в допълнение, да съдържат допълнителни компоненти.
- Бронз е медна сплав с калай. Класическата съотношение от 85% мед и 15% калай. Друга употреба сплави с добавки към основния състав на цинк, силиций, магнезий, олово и други метали в зависимост от изискваните свойства.
Препарати за заваряване

Схема заваряване в атмосфера на инертен газ.
Преди започване на работа е необходимо да се подготвят детайлите. Повърхността на места на заварки, необходими за почистване на метална четка или стъргалка за отстраняване на филм оксид, след това бензин или изплаква с разтворител за отстраняване на мазнини. Поради големия оборот на заваряване е най-добре в долно положение. Предмети трябва да бъдат закрепени към ширината на фугата не по-голяма от два милиметра. Можете предварително направи вземете връзки, а след това да извършите пълна obvarku.
Заваряването трябва да се извършва в атмосфера на инертен газ, защита на заваряване баня от контакт с въздуха на околната среда. Азотът е най-ефективна, но е възможно да се използва хелий, аргон, и смеси от тях. За да създадете дъга, можете да използвате въглища, графит и волфрамови електроди. Графитни електроди могат да бъдат използвани за заваряване некритични части с малки размери. В други случаи, ще трябва да използвате волфрамови или графитни електроди. Жицата за заваряване на работа трябва да гравиран в разтвор на азотна киселина или смес от солна и сярна киселина.
Заваряване на алуминиеви части
Алуминий - най-разпространеният елемент от периодичната таблица, а повечето са били използвани за свят, след като желязото. За разлика от мед, е по-често се използва в чист вид и има няколко степени на чистота. Но по-широко се използва в сплави на базата на алуминий. Химичният състав на сплавите е толкова разнообразна, че много от тях са по-лесно да се класифицират в зависимост от техните свойства. Най-известни и използвани сплави са дуралуминиум, Силумин, Avielen.
Режими заваряване алуминий.
Детайли на алуминий преди заваряване трябва да се почистват от филм оксид, обезмаслени или бензин. След механично почистване на повърхности, за да се заваряват трябва да бъде ецвана във воден разтвор на натриев флуорид и натриев хидроксид в съотношение от 50 до 50 в продължение на 1-2 минути, след това извършва промиване с гореща вода не по-ниска от 50 ° С и студена вода. След промиване, елементите трябва да се поставят в продължение на две минути в разтвор на азотна киселина и отново старателно промити с топла и студена вода. Заваряване произведени части трябва да се извършват не по-късно от 4 часа след приготвяне.
Видео по темата "Новият полуавтоматично заваряване ПДГ-315 "виелица" и ВС-315 + SPM-430 "
Жицата, използвана за заваряване трябва да се обработват по същия начин. Стриптизьорка ръбове и прилежащите повърхности не могат да използват абразиви или абразивна кърпа. Преди работни части, трябва да бъдат здраво закрепени, като се гарантира минимално свободно пространство. В невъзможност на твърда фиксиране е необходимо да се свърже части лепливост и след това напълно шев възпаление. Заваряване се извършва в защитна атмосфера на инертен газ или nonconsumable консумативи електроди. Ръководство за електродъгово заваряване с чист алуминий и Силумин може да изпълнява специални електроди ОПР серия.
технология електрод производство осигурява заваряване във всички позиции с различен кълбовидни по форма и заваряване баня се отделя лесно шлака покритие.

Инвертор заваръчно устройство.
Части, изработени от сплав никел-базирани, се използват във високи температурни устройства с работната температура 700-100 ° С Използва се в парни и газови турбини, ракетни двигатели дизайн. Особено може да разграничи продуктите, произведени с нихром високо електрическо съпротивление, използвани за производството на нагревателни елементи в промишлени и потребителски приложения.
Свързани видеоклипове "Multiplaz 3500 - заваряване в режим на II"
Заваряване на процеса продукти от сложни никелови сплави с висока чувствителност към примеси и газове, създаващи заварка порьозност. Ниска еластичност никелови сплави изискват висока мощност по време на заваряване. повърхности заваряване трябва да се почистват за отстраняване на мазнини и гланц ацетон или разтворители от тях. Използването на бензин е нежелателно.
Провеждане на заваръчни работи
Заваряване се извършва в атмосфера на инертен газ с помощта на специален проводник. Заварените части трябва да бъдат поставени в специални накладки с вдлъбнатини. Каналите трябва да преминават инертен газ за защита на обратната страна на шева в контакт с въздуха на околната среда. Процесът се извършва чрез поставяне на тънки слоеве и дава време за охлаждане части. След работа е желателно да се извърши топлинна наем продукт за облекчаване на остатъчните напрежения.
Цинкът като структурен материал в чиста форма не е приложима. Основното приложение - производство на антикорозионни покрития и сплави на желязо и стомана части. Заваряемост части с цинково покритие или цинк е значително намалени в пряка зависимост от размера. е необходимо При заваряване да се използва защитен газ среда от заваръчния шев и обратната страна. Избирането зависи от размерите на детайла. Заваряване се извършва nonconsumable волфрамов електрод.
Titanium и неговите сплави се използват широко в края на ХХ век с развитието на авиацията и ракетна техника. В чист вид, тя се използва рядко. Сплавите с легиращи елементи имат висока якост и значително подобряване на свойствата на източника на метал.

Основни характеристики на покрити електроди за заваряване на цветни метали.
Свързани видеоклипове "Multiplaz 3500 - заваряване на алуминий"
Получаване на данни за заваряване също започва с механично отстраняване или лечение на киселината. Когато механично почистване може да се използва корунд кърпа и метал четка с автоматично завъртане. Жицата за заваряване сплав избран марка съответно.
Заварените части трябва да бъдат затруднение, контролиране, че повърхността, няма чужди вещества. Процесът на заваряване трябва да бъдат инертни газове в защитената зона или аргон използване волфрамови електроди.
Особености заваряване на цветни метали се нуждаят от допълнително оборудване и предпазни средства за високо качество на изпълнение на работата и да гарантират безопасността на заварчици. Независимо от използвания метод за заваряване на цветни метали и техните сплави, на мястото метод трябва да бъде мощно задължителна вентилационна работни места. Съединения, образувани по време на заваряване, вредни и понякога токсични. Необходимо е да се спазват индивидуалните предпазни средства: защитно облекло, ръкавици за заваряване, заваряване щит или предпазни очила.
При заваряване на цветни метали и техните сплави, често изискват предварително загряване на части поради високата топлопроводимост. Нагряването може да се извършва в специални пещи с контрол на температурата.
Газ заваряване на цветни метали изисква цилиндъра с необходимия газ, в зависимост от избраната технология, съоръжения за всички видове бутилки за намаляване, маркучи за дължина и диаметър на горелката с набор от компоненти и други необходими компоненти.
 Ярки цветни бани от "царска вода s.r.l" компания
Ярки цветни бани от "царска вода s.r.l" компания Стомана и желязо в сградата
Стомана и желязо в сградата Инструменти и методи за рязане на метал
Инструменти и методи за рязане на метал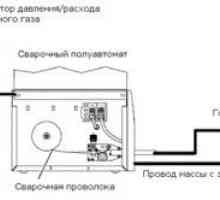 Как да се готви за алуминий полуавтоматични?
Как да се готви за алуминий полуавтоматични?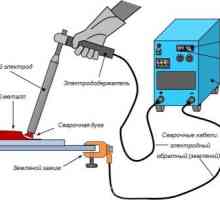 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали Как да се използва студена заварка на метал?
Как да се използва студена заварка на метал?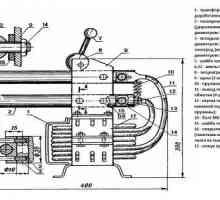 Как да си направим заварка със собствените си ръце
Как да си направим заварка със собствените си ръце Параметри рязане на метал пропан
Параметри рязане на метал пропан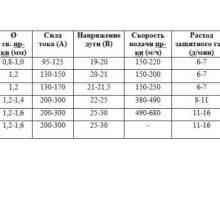 Качествена полуавтоматичен заваръчна тел без газов поток
Качествена полуавтоматичен заваръчна тел без газов поток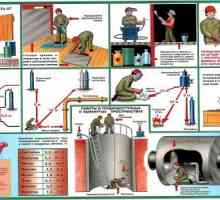 Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Заварка технологии
Заварка технологии Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия Как да направите своя собствена аргон заваряване?
Как да направите своя собствена аргон заваряване?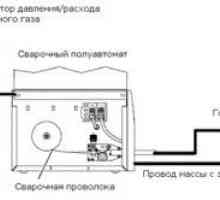 Както стомана и алуминий за готвене без газ полуавтоматичен
Както стомана и алуминий за готвене без газ полуавтоматичен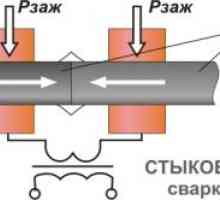 Как се извършва заваряване със собствените си ръце?
Как се извършва заваряване със собствените си ръце?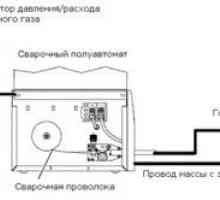 Нюанси и техника алуминиев електрод за заваряване
Нюанси и техника алуминиев електрод за заваряване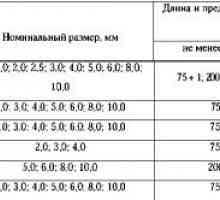 Волфрамови електроди за заваряване и маркиране
Волфрамови електроди за заваряване и маркиране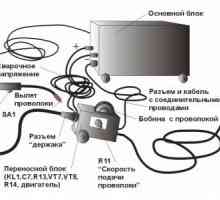 Електрически заварчик
Електрически заварчик Как да се намали метал горелка?
Как да се намали метал горелка? Металургични процеси по време на заваряване
Металургични процеси по време на заваряване Методи за заваряване цилиндровия блок от чугун
Методи за заваряване цилиндровия блок от чугун