Заварки на качеството на блясък
Видео по темата "Един малък трик в заваряване тръби за отопление в неудобни места"
Съдържание
- Видео по темата "Един малък трик в заваряване тръби за отопление в неудобни места"
- Видео на "хоризонталния заваръчен шев на лумен (заварка корен) на"
- Подготвителната фаза
- Сродни видеоклипове "Неговото изкуство -. В заваряване Бованенково това лице знаят всичко"
- Старт на създаване заваръчен апарат
- Видео на "заваряване на тръби 800ki стена 35"
- спояване
- Видео по темата "Заваряване тръба за сертифициране наковете. Част 3 (3/3)"
- Грешки и дефекти
- Видео на "заваряване на тръби на магистралата"
За да научите как да се заваряват на клирънс, често питам дори професионални заварчици. Това е особено вярно сега, когато работодателите започнаха да изискват по-високо качество заваряване заваряване тръби за вода, отоплителни тръби, тръби за газ и т.н. Качеството на заварките строго да контролира стомана с помощта на ултразвук. Ето защо, след като новак професионално или техническо училище, което не разполага с много опит в заваряване, че е много трудно да се качеството на заварките на тръбата. Въпреки това, има решение - от доста време, за да бъдат обучени да се готви на тръбата в гаража. Човек не трябва да се страхуват от тази работа - защото новак заварчика придобива опит. Тъй като само постоянно подобряване, че е възможно да се постигне високо качество на заварката. Всички хора, които сега правят заваряване оберлихт, също веднъж проучени. По-долу ще разгледаме нюансите на работата, която ще помогне за подобряване на качеството на заваряване.

Схема тръба за заваряване в лумена.
Видео на "хоризонталния заваръчен шев на лумен (заварка корен) на"
Подготвителната фаза
Заваряване на тръби под капандурата винаги изисква внимателна подготовка. Подготвителната работа започва с подбора на материалите за обучение. За тази цел, подходящ среден диаметър на тръбата, с дебелина на стената от 6-12 mm. Параметрите трябва да бъдат както следва: скосен - 65-70за, и атака - 2 mm (независимо от размерите на тръбата).
На следващо място, започват да се почистват тръбите на мястото на бъдещата ставата. Те трябва да бъдат почистени от ръжда, боя и т.н. В този случай, е необходимо да се почисти тръбата почти до съвършенство, най-доброто нещо е да се направи машината за циклене. Освен това премахна всички метални подутини (нож може да се използва за тази цел). Следва също да се отстранява и тези части на тръбите, които променят цвета в процеса на смилане при използване на смилане машина. След това, повърхността трябва да се обезмаслява се използва ацетон и sukonku.

Преди заваряване, тръбата трябва да се почистват от прах и ръжда.
Ставата преживява centralizer, най-често използваният външен centralizer, но по-подходящ вътрешен, защото тя може да премахне някои от нередностите в рамките на тръбата. В този монтаж отклонението трябва да се стремим към 0 (и в идеалния случай това не би трябвало да съществува). Разликата трябва да се поддържа приблизително 2.5 mm (това е лесно изложени диаметър електрод).
Когато приключи с заготовки, преминете към получаване на електроди. Заваряване корен най-добре прилага LB52U електроди с диаметър 2.6 mm. Те трябва да се калцинира в пещ, за такива електроди калциниране се извършва при температура от около 390 градуса в продължение на 2 часа. След изпичане, те се оставят за съхранение в случай молив (ако не е планирано спешна употреба). Температурата в случай на молив, не трябва да е под 80 градуса. Съвет: ако няма време за пълно печене на електроди, опитни заварчици факел ги изсушават върху мека пламък в продължение на 1,5 минути.
Сродни видеоклипове "Неговото изкуство -. В заваряване Бованенково това лице знаят всичко"
Важно е да се знае, че тази технология закаляване, е строго забранено за употреба, но в екстремни случаи може да помогне. В същото време не трябва да се изсушават всички електроди наведнъж - те бързо се охлади и да получат влагата, така че да изсъхне електродите трябва да са на 1-2 парчета.
Старт на създаване заваръчен апарат
След втвърдяване на електродите, трябва да се регулира тока на работа. Това зависи от размера на тръбите стенните заварени. Необходимо е да изберете силата на тока, така че електродите не се заливат шлака или метал в горната част.

Основни настройки на заваръчни полуавтоматични.
Струва си да се привлече вниманието към факта, че в случай на промяна на полярността (когато електрода става "+" и тръбата "-"), разтопеният метал ще отиде за обекта заваряване. Важно е да се отбележи, че този процес е само при заваряване с постоянен ток. Освен това електродът се запалва, и те се стопяват ръб (този процес обикновено се нарича усукващата), при което ребрата между тях се появяват. След това е необходимо да се образува дъга къса и леко докосване на скосяването. В този случай, на пипане трябва да е същото и за двете страни. По време на заваряване, метални молекули от електрода на движещия се обект, и след това, "надминаващи" за джъмпери определят вътрешна валяк. След това трябва да се движат без преместване на електродите, т.е. без да се увеличава пропуски. В този случай електрод трябва да бъде перпендикулярна на повърхността на обекта и леко наклонена спрямо оста на обекта.
Видео на "заваряване на тръби 800ki стена 35"
В случай, че електродът е правилно подбрани, възможен вариант, в която целта няма време да се охлади на заварка и заваряване prosyadet образуване застой. Ако направите грешка и електрода е съставен от тръбата, металът може да падне. Следователно, вие трябва постоянно да упражнява контрол върху прозореца на процес. Наличието на тази дупка показва правилността на процеса и присъствието на проникване. Когато този отвор (процес прозорец) трябва да бъде относително стабилен малък размер, около 3 мм. Ако прозорецът ще бъде по-голям диаметър, то ще доведе до образуването на застой.
След заваряване повърхността на корена се почиства.
спояване

Схема за остана тръба.
Първото нещо, което трябва да се направи в процеса на заваряване на фугата - е да вземете тръбата за отстраняване на корен деформация.
Количеството на залепване точки необходимо да се определи въз основа на размерите на тръбите. Хвани обекти е необходимо, така че заваряване става на практика не се е свила празнина. Придържайки се задушава подобен на корена.
В този случай, на заседна не трябва да се отпуснете - залепване е важно, както и корена. След prihvachen на кръстопът, тя трябва да се почисти. Ако по време на изпълнението на пукнатини халс или порите в корена са били открити, те трябва да бъдат отстранени (нарязани). Ако те не са отстранени по време на следващото заваръчни работи, това води до брак.
След почистване на повърхностите трябва да започне пълнене. Попълване шев - най-лесният работа. Въпреки това, по време на пълнене трябва да се разтопи в продължение на около 30% на основата (този процент е в СССР), но с внимателно отстраняване може да се стопи малко корен метал.
Видео по темата "Заваряване тръба за сертифициране наковете. Част 3 (3/3)"
При попълване трябва да остави малка депресия от порядъка на 1.5 mm, за полагане облицовка. В този случай, за облицовка слой метал лъжа спретнато без разрези. Когато този контрол ток се образува чист шев. Важно е да се направи корен плътност, ако тя е в насипно състояние, възможно липсата на тавана или вдлъбнатина в долния електрод. При попълване трябва да издържат на ъгъла на работа на къса дъга.
Само в този случай, металът ще легне внимателно. Не можем да допуснем появата на джобовете и рушат скосяване край. По време на работа, нов електрод при смяна на електроди под предишната компилация до брак не се удари в готовност да запълни шева.
Когато шева е пълен, а след това да започне да се подплата. Неговата почти по същия начин приготвени пълнене, както и по време на пълнене, всеки нов електрод трябва да започне под шев на крайния (приблизително 3-4 мм). Шевът следва да се застъпва за край фаски на 1 mm.
Грешки и дефекти
По време на процеса на заваряване, някои дефекти могат да се появят в заварчика начинаещия. Заваръчни за уравняване не трябва да ги съдържат. Поради това е необходимо да се разгледа причините за дефекти.

Таблица заваръчни параметри.
Най-голямата грешка, че е възможно при заваряване - липса на синтез. Ако това се случи, то показва много ниска обучение на заварчици (или по-скоро липсата на такава). Такива заварчици нямат право да работи с тръби на всички (по всеки въпрос). Все пак, това не е причина да се откажа - това е необходимо да се обучават.
Видео на "заваряване на тръби на магистралата"
Останалата част на брака (Provis, помия шевове, и т.н.), свързани с несъответствие технологии и техники на заваряване, както е описано в материала. За да не се правят грешки в бъдеще, трябва да бъде стриктно спазване на следните правила:
- Заваръчни работи трябва да се извършват само на кратка дъга.
- Кук трябва да бъде, без да сваляте електрода.
- Внимателно вземете ток.
- Обособяването на тръбата трябва да е правилен.
- Трябва внимателно да се извърши почистване на повърхности.
- Необходимо е да се калциране електродите правилно.
- При заваряване трябва внимателно да покрие на работното място от вятър и дъжд / сняг.
- Използвайте само висококачествени машини за заваряване и електроди.
Този материал се обобщи основните (общи) правила за заваряване към светлината. Въпреки това, за всеки случай може да се наложи да се направят корекции.
Ако за първи път не работи правилно заваряват на тръбата (и за първи път, че е малко вероятно, че всички ще се), не се притеснявайте - вие трябва да се научите.
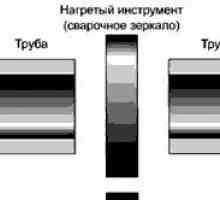 Как да се заваряват тръби от полиетилен?
Как да се заваряват тръби от полиетилен?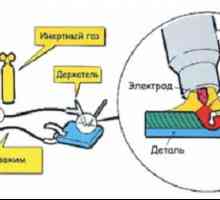 Как да се готви електрожен?
Как да се готви електрожен?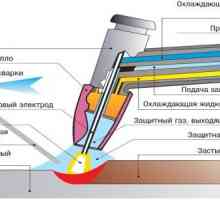 Какво е електродъгово заваряване инвертор
Какво е електродъгово заваряване инвертор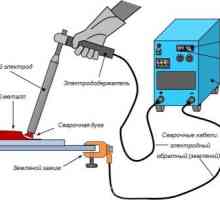 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали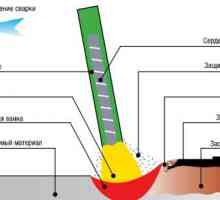 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване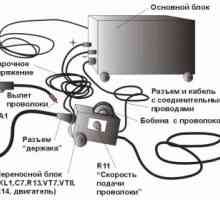 Алгоритъмът е: как да се готвя заварчик
Алгоритъмът е: как да се готвя заварчик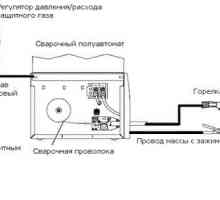 Възможно ли е да се готви без използването на полуавтоматични въглероден диоксид?
Възможно ли е да се готви без използването на полуавтоматични въглероден диоксид?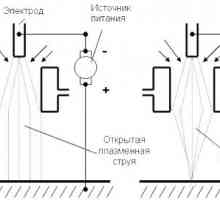 Как и кога да произвежда плазма заваряване със собствените си ръце?
Как и кога да произвежда плазма заваряване със собствените си ръце? Особености заваряване поцинкована
Особености заваряване поцинкована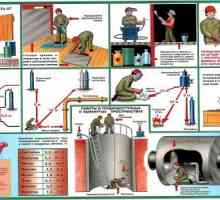 Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце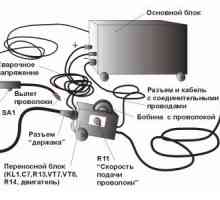 Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване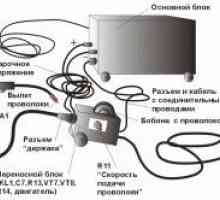 Инструкции: как за заваряване тръба електрически заваряване
Инструкции: как за заваряване тръба електрически заваряване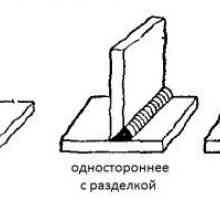 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически? Как да се готви инвертор заваряване?
Как да се готви инвертор заваряване?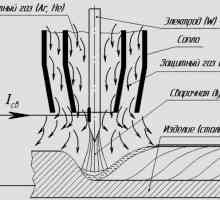 Как правилно и ефективно, за да се готви на вертикалния шев на електрожен
Как правилно и ефективно, за да се готви на вертикалния шев на електрожен Водни тръби заваряване
Водни тръби заваряване Как да проверите заварката?
Как да проверите заварката? Принцип и заварка технология скута
Принцип и заварка технология скута Процесът на монтиране на пластмасови тръби
Процесът на монтиране на пластмасови тръби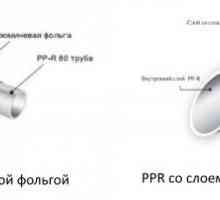 Какви са различните видове полипропиленови тръби?
Какви са различните видове полипропиленови тръби? Нюансите заваряване тръби от полиетилен
Нюансите заваряване тръби от полиетилен