Удобства заварени стоманени конструкции
Заваряване на метални конструкции отвори много възможности за дизайнери. Можете да включите по-рационални части от материала в проекта. Това може значително да се намали съдържанието на метал.
Съдържание
- Стандартни техники за заваряване
- Видео по темата на "Електроди за dummies (част 1)"
- Видео по темата "На територията на заваряване - заваръчни полуавтоматични | mig заваряване основите"
- Основни функции
- Видео по темата "Заваряване тръба за dummies Част 3 (3/5)"
- Най-новите открития и технологии
- Видео по темата "Заваряване метал триене заваряване технология е уникален"
- Дефекти в заварки
- Видео на "заваръчни електроди Йони 1355"

Схема на метала.
При създаването на заварени конструкции, то е възможно да се провери на практика заваряемостта на стомана, гарантират правилните методи на метални конструкции изчисления с използване на заварени съединения.
Заваряване на метал позволява практичен начин за определяне на необходимите материали и оборудване за монтаж на метални конструкции. В допълнение, разработчиците предлагат много възможности за разработване на нови структури и разширяване на техния полезен живот.
Стандартни техники за заваряване
Той отдавна е заварена структури изпълняват по няколко начина. Той използва два типа енергия:
- пламъчен газ;
- електрическа дъга.

Местоположение на заварките на метални конструкции.
Видео по темата на "Електроди за Dummies (част 1)"
Тези видове заваряване се разделят на:
- наръчник;
- полуавтоматично;
- автоматично.
Видео по темата "На територията на заваряване - заваръчни полуавтоматични | MIG заваряване основите"
В ръчно заваряване, заварката се образува ръчно. Всички контрол на процеса на заваряване, настройката, доставката на пълнежния материал или електродите са направени от само ръка.
При използване на ръчен режим, се използват технологии за заваряване на метални конструкции, които включват:
- Потопени електродъгово заваряване;
- заваряване газ заваряване машина;
- газ запояване.
Този режим е най-използваните в домашна среда.
Основни функции
автоматично заваряване
Схема потопени електродъгово заваряване.
В този случай, технологията на метални конструкции заваръчен предвижда получаване заварка без човешка намеса. Всички настройки и други операции произвежда специален механизъм, програмиран за определен тип работа.
Разбира се, списъкът на тези nebezgranichen операции. Това ограничава функционалността на устройството. Все пак, това значително влияе на заваряване на метал. Намалени разходи за такова заваряване са широко прилагани в производство в голям мащаб.
С помощта на "автоматичен" режим, че е възможно да се прилагат:
- заваряване;
- електрошлаково заваряване;
- заваряване робот.
полуавтоматична заварка
С този метод шев направено само с ръце, но доставката на пълнежния материал или електродите настъпва avtomaticheski.Primenenie този метод може значително да увеличи производителността на заваряване.
Видео по темата "Заваряване тръба за Dummies Част 3 (3/5)"
заваръчна техника, използвайки полуавтоматичен режим включва използването на:
- поток газ;
- инфузионни електроди;
- заваръчен тел.
Най-новите открития и технологии
Днес, в заваряване света, няколко нови видове заваряване. На мястото на електродъгово заваряване дизайн изпълняват:

Схема плазма заваряване на отворен и затворен плазмения лъч.
Видео по темата "Заваряване метал триене заваряване технология е уникален"
- лазер;
- ултразвук;
- сила на триене;
- посока на движение на електроните.
С други думи, структурна заваръчна техника бързо се движи напред. Всяка година има нови начини в процеса. Сред най-новите технологични иновации акцентите:
- термитна метод;
- метод плазма;
- Електронната заваряване.
- Термични технологии. Подходящ за монтаж на метална когато заварените части се разтопяват специална смес, която се подава в зоната на заваръчния шев. С помощта на термити имат възможност за запечатване на пукнатините в стоманата вече сглобени, просто трябва да се направи "прилив" термити.
- Плазмените заваряване. За такъв метод изисква йонизиран газ, който се подава в пространството между двойката електроди. По принцип, газът замества електрическа дъга. Но ефектът, който дава плазмения лъч, няколко пъти по-голям от класически заваряване. Прегрята газ позволява металната стопилка, независимо от нейната дебелина. Газ лесно пресича детайла.
- Електронен технология. С откриването на този вид процес заваряване, стана възможно да се варят в много дълбоки фуги, чиято стойност е над 20 сантиметра. И дълбочина на потапяне лъч на не повече от един сантиметър. Но в този случай, от отрицателната страна е възможността да работи генераторът на електронни лъчи само в пълен вакуум. За да се създават такива условия, в конвенционалното производство е много трудно, така че технологията е приложена при решаване на конкретни проблеми.
Дефекти в заварки

Дефекти в заварки.
Когато създавате стоманена конструкция за удобство и по-точни размери, използвани жига. Въпреки това, по време на заваряване на стоманени конструкции, много често има някои недостатъци:
- нодули;
- изгаряне чрез;
- липса на синтез;
- пляскане;
- порьозност;
- прегаряне;
- подбиват;
- shlakootlozhenie;
- настъпването на кратер.
Външният вид на увисването възниква в резултат на изтичане на стопения метал на челните повърхности на болен топъл метал. В повечето случаи, като дефект възниква при получаването на хоризонтални шевове. Получените чук срастналите отстраняват и след това се проверява за липса на проникване.
При изгаряне чрез ключалка разбира, че се появяват върху задната страна на метални агломерира течността. Причината за това е дефект:
- увеличен междина;
- лошо третиране на ръбовете;
- увеличи пламък мощност;
- ниска скорост.
Това изгаряне марка коригирани щанцоване, последвани от заваряване.
Съгласно сливания разбира Липса на сливане между компонентите.
Причината за този дефект са:
- беден ръб подробно.
- ниското ниво на пламъка;
- висока скорост;
- наличност мащаб;
- ръжда;
- останалата мръсотия.
Липса на синтез - това е най-опасното дефект, който засяга силата и надеждността на заварка. Несъвършенства области напълно изсечени, изглаждане всичко отначало и отново се запечатва.

Схема за полуавтоматична газ екранирани заваряване.
Видео на "заваръчни електроди Йони 1355"
Появата на пукнатини е възможно не само при заваряване. Наличието на пукнатини може да покаже и след операцията за заваряване. Причината за пукнатините се счита:
- неспазване на технологията;
- грешна режим заваряване;
- Неправилно шевове.
Имайте предвид, че шевовете, неравномерно поставени в метална, са стрес концентратори, които постепенно се разрушава цялата структура. Много големи стойности на напреженията се наблюдават, когато заповедта не е спазена конци.
Пукнатините, образувани в повърхността на заваряване, се отстранява напълно и след това се запечатват. За да се ограничи разпространението на пукнатини в шева на нейните краища са направени отвори.
понякога заварки стане порьозен. Причината за това явление - газове, които са в стопения метал. Те просто не са имали време да напусне шева, докато тя се втвърдява. Излюпени порите намаляват силата на заварка. Причината за образуването на пори са:
- дестилира слабо заварени краища;
- мръсна тел пълнител;
- ръжда;
- масло;
- много въглерод в основната част;
- висока скорост;
- тел марка;
- избор принуждава заваряване пламъка.
В някои случаи, порите се показват директно върху повърхността, има фистули. Такива места се изрязват и повторно заварени.
Когато възникне прегаряне, окислените зърна започват да се образуват, които имат много ниска адхезия, като тяхната повърхност затворена от филм оксид. Мъртво изгорени метал е много крехка, тя не може да бъде поправена.
 Оборудване електродъгово заваряване
Оборудване електродъгово заваряване Как да се изчисли консумацията на електроди
Как да се изчисли консумацията на електроди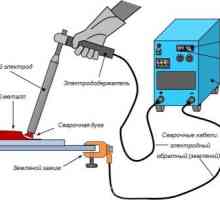 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали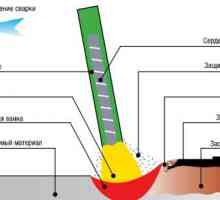 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване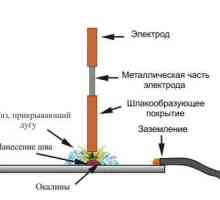 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор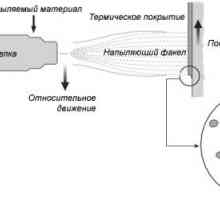 Особености заваряване поцинкована
Особености заваряване поцинкована Заварка технологии
Заварка технологии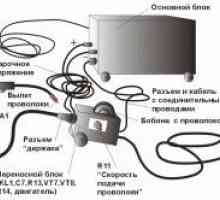 Инструкции: как за заваряване тръба електрически заваряване
Инструкции: как за заваряване тръба електрически заваряване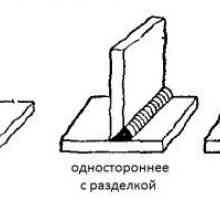 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?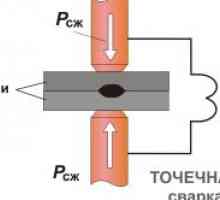 Как да извършите точкова заварка с ръцете си
Как да извършите точкова заварка с ръцете си Както произведени от метален люлка
Както произведени от метален люлка Видове заварени метални съединения
Видове заварени метални съединения Как да проверите заварката?
Как да проверите заварката? Как да се намали метал горелка?
Как да се намали метал горелка?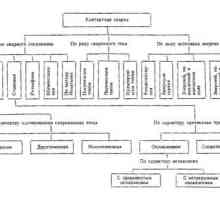 Как да картографира процедура за заваряване
Как да картографира процедура за заваряване Технология изпълнение: заварката
Технология изпълнение: заварката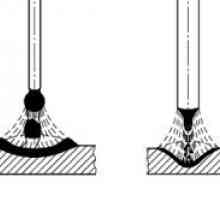 Както готвене тънък метален електрод: основни методи за заваряване
Както готвене тънък метален електрод: основни методи за заваряване Модерните технологии и технологии за заваряване
Модерните технологии и технологии за заваряване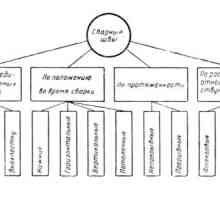 Какви са заварките
Какви са заварките Как да си направим метален парникови
Как да си направим метален парникови Процесът на монтиране на пластмасови тръби
Процесът на монтиране на пластмасови тръби