Основните недостатъци на заварки
Съдържание
- Причини за дефекти в заварени съединения
- Видео на "Видове заварени съединения и режещи ръбове за заваряване"
- Сортовете на заваръчните дефекти
- Видео по темата "stand-електрически "Дефекти в заварки и фуги""
- Видео на "10 грешки начинаещ заварчик. Част 1"
- Видео по темата "Прилагане на заварени съединения. Основните видове линии и маркировка"
- Методи за откриване на заваръчни дефекти съединения
- Видео на темата "Теоретична (пролога) извлечените "10 грешки новак заваръчни""
Дефекти в заварките и съединения, посочени различни отклонения от изискванията и условията на заваряване на чертежа, влошаването на качеството на връзката (оперативните свойства, херметичността и здравина Ал.). От появата на брака не е имунизиран, така заварчика трябва да знае възможните дефекти, причините и начините за отстраняване, какво още ще бъдат обсъдени.

Класификация на заварки.
Причини за дефекти в заварени съединения
Процесът на заваряване се усложнява от много фактори, които включват както целта (свойствата на материалите се присъедини) и субективно (точното спазване процеса преработваемост, технологията избор). Обосновете появата на професионален заварчик брака е възможно само по обективни причини, и дори тогава само до известна степен.
Основните причини, които водят до образуването на заваръчните дефекти, са:
- погрешно препарат заварена повърхности;
- несъответствие или повреда на инструмента за заваряване;
- неправилен избор на защитни газове или потоци и тяхното използване нарушение технологии;
- недостатъчна квалификация на заварчици;
- липса на напълно необходими условия за заваряване (операция ток мощност, дължината на дъгата, и др.).
Видео на "Видове заварени съединения и режещи ръбове за заваряване"
Сортовете на заваръчните дефекти

Таблица заварка дефекти.
Видео по темата "Stand-електрически "Дефекти в заварки и фуги""
Всички дефекти такива съединения могат да бъдат разделени в 2 основни типа:
- Външно, че може да се открие с невъоръжено око. Те могат да се проявяват под формата на изгаряне, липса на синтез и други функции.
- Вътрешен, които се проявяват под формата на пукнатини, шупли и други нежелани лица.
Следваща ще бъдат обсъдени по-подробно двете категории.
Външни дефекти на заварени съединения
дефекти на данни включват разстройства геометрични размери заварки (възли, подбива), както и изгаряне марка, липса на слети и nezavarennye кратери.
Огъване (шлаки) се съдържат най-често с хоризонтална заваръчни вертикални повърхности. Това води до изтичане на разтопен метал върху метални ръбове основа с много по-ниска температура (фиг. 1). Те могат да се появят в малък район, или имат по-голяма дължина, заедно зоната на заварка.
Причини за възникване на увисването са:
- дълга дъга;
- голяма стойност на заваръчния ток;
- неправилно положение на електрода.
Фигура 1. огъване често се открива в хоризонтална заваряване.
Видео на "10 грешки начинаещ заварчик. Част 1"
Когато пръстеновидни възли за свързване могат да се появят като цяло или недостатъчен обем електрод зенита. В местата, увисване и други дефекти могат да се появят достатъчно често. Предотвратяване на огъване може да коригира избор на повърхност за получаване режим заваряване и качеството на заваряване (котлен камък и др.).
-Under cut - дефект в жлеб в основния метал в краищата на заваръчния шев (фигура 2). Това е най-често срещаният дефект в заваряване скута или тройници, но понякога се случва, когато се създаде челни съединения. В повечето случаи това се дължи на неправилно избраните параметри на процеса на заваряване.
Видео по темата "Прилагане на заварени съединения. Основните видове линии и маркировка"
Когато могат да възникнат подбива ъгъл заваряване се дължи на факта, че дъга е насочена повече върху вертикална повърхност, отколкото в хоризонтала. Това води до факта, че разтопеният метал тече надолу до долния край и не е достатъчно да се запълни изцяло банята. Когато твърде много от скоростта на заваряване и високо напрежение заваръчни шевове могат да отидат гърбав. Благодарение на бързото втвърдяване на заваръчната вана също могат да образуват подмоли. Намалена скорост заваряване може да премахне този дефект.
Появата на подрязани отразява на дължината на дъгата. С увеличаване на големината на дъга и спояване увеличава по размер, което води до увеличено количество на течния основен метал. Тъй като увеличаването на дължината на входа на дъга топлина остава същото, не е достатъчно за целия шев ръб охлажда бързо, което води до образуване на тилни срязвания. Намаляване на дължината на дъгата, а не само да се отърве от десетки, но също така увеличава проникването.

Фигура 2 представя-under cut недостатък се проявява като жлеб по краищата на заваръчния шев.
нарича прогаряне през заваръчни дефекти, които са показани в проходния проникването и изтичане на течен метал през отвора в шева. В същото време от другата страна на кръстовището може да се формира инкрустация. Burn марка възникнат поради твърде големи стойности на работния ток, голяма разлика между метални ръбове, недостатъчна скорост на преместване на електрода, недостатъчна дебелината облицовка или Пропускането на основния метал. Отстраняването на дефекта се извършва намаляване на операционната ток и увеличаване на скоростта на движение на електрода. Особено внимание следва да се обърне на качеството на годни ръб детайл че разтопеният метал се излива от заваръчната вана.
Липса на проникване - местен липса на синтез заварка метал с основния метал или заваряване слоевете заедно. По този недостатък може да се дължи на липсата на завършване шев част (фиг. 3).
Сливанията значително да намали качеството на взаимодействие и може да доведе до факта, че Заварката ще се срине с времето.
Този дефект възниква поради липса на работен ток, скорост на заваряване, бедни подготовка заваряеми повърхности на краищата на присъствието на чужди вещества елементи (шлака, ръжда и т.н.) и примеси. За да се предотврати появата на възможно лошо слят с избиране на желания заваръчния ток.
Вътрешни дефекти в заваръчните шевове
Най-често срещаните вътрешни дефекти включват топли и студени пукнатини и пори.

Фигура 3. сливания зацепва значително намаляване на качеството и водят до разрушаване на заварка.
Горещи появяват пукнатини при нагряване на метала до температура над 1200 ° С, което води до бързо намаляване на пластмасовите свойства на метала (кристализация). Горещи пукнатини се появяват в границите на зърната на кристалната решетка. Тяхното присъствие допринася за появата на големи количества от различни примеси в метала. Такива пукнатини могат да се разпространят и двете могат по шева.
Студената появяват пукнатини, когато температурата на метал под 130 ° С Понякога тези дефекти могат да се появят във времето. могат да бъдат генерирани Причините за появата на тяхната заваряване напрежение по време на фазови превръщания, или разтворени атомен водород, който не може да устои на заваряване.
Порите - кухина в шев напълнена с газ, който не може да се открояват в процеса на заваряване. Те могат да имат различни форми и размери, които зависят от размера на газовите мехури. Основните причини за този дефицит са:
- наличието на примеси в метала в пълнежа или основа;
- нередовни обработка на заварени повърхности;
- високо съдържание на въглерод;
- нарушение на защита на заваръчната вана.
Единични пори не носят голяма опасност, но веригата намалява механичните свойства на продукта. Weld част, с която открива пори прегаряне подлежи на предварително механично отстраняване.
Методи за откриване на заваръчни дефекти съединения
Дефекти в заварки могат да бъдат идентифицирани по следните начини:
Схема заварка изгаряне чрез.
- външен преглед и измерване на ставите;
- тест непропускливост;
- специални устройства.
Визуална проверка се извършва само след качеството на пречистване на съединението от шлаката, заварка пръски и други примеси. В този случай, предмет на проверка на правилния размер и форма на ставите и липсата на каквито и да било дефекти. Размери на шевове могат да се проверяват с помощта на специални шаблони.
Видео на темата "Теоретична (пролога) извлечените "10 грешки новак заваръчни""
тест непропускливост разкрива порите, поради липса на синтез и пукнатини. Контрол на качеството на заварените съединения с помощта на специални инструменти, може да открие вътрешни дефекти връзки. Такъв контрол може да се извършва по следните начини:
- радиографски X лъчи или гама-лъчи от радиоактивни изотопи;
- намагнитване, т.е. намиране на вътрешни дефекти, като се използва магнитно поле;
- сонди, т.е. откриване дефект се използва ултразвукова вибрация;
- начало на пробиването с частично унищожаване на съвместен контрол на място.
Трябва да се отбележи, че извършвате редица заварени съединения, без дефекти, е почти невъзможно. Трябва да се гарантира качеството на заварените минимални допустими дефекти. При изпълнението на работата на заваряване трябва да се забравя, че правилният избор на оборудване и технологии за заваряване има голямо влияние върху целия процес на заваряване.
 Дали е възможно да се заковат шперплат обшивка на мокра настилка
Дали е възможно да се заковат шперплат обшивка на мокра настилка- "Бюджет" опция пароизолация
 Точкова заварка с ръцете си: курс за начинаещи заварчик
Точкова заварка с ръцете си: курс за начинаещи заварчик Как можем да се прилага по време на изграждането на термовизионна камера?
Как можем да се прилага по време на изграждането на термовизионна камера?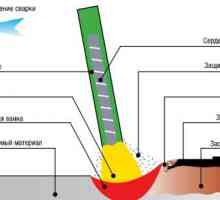 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване Как правилно и ефективно, като електрически готвене?
Как правилно и ефективно, като електрически готвене?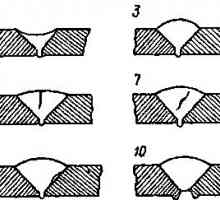 Как правилно и ефективно, за да се готви за заваряване?
Как правилно и ефективно, за да се готви за заваряване? Как да се готви правилно таван електрожен шев
Как да се готви правилно таван електрожен шев Нюанси и техника алуминиев електрод за заваряване
Нюанси и техника алуминиев електрод за заваряване Видове заварени метални съединения
Видове заварени метални съединения Как да проверите заварката?
Как да проверите заварката?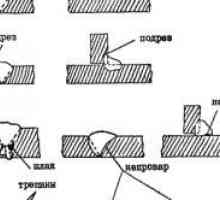 Класификация на заваръчни дефекти
Класификация на заваръчни дефекти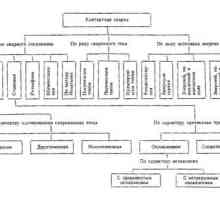 Как да картографира процедура за заваряване
Как да картографира процедура за заваряване Принцип и заварка технология скута
Принцип и заварка технология скута Технология изпълнение: заварката
Технология изпълнение: заварката Основните видове заварки
Основните видове заварки Модерните технологии и технологии за заваряване
Модерните технологии и технологии за заваряване Заварки на качеството на блясък
Заварки на качеството на блясък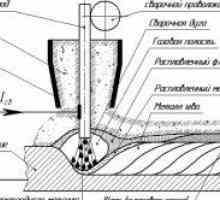 Удобства заварени стоманени конструкции
Удобства заварени стоманени конструкции