Как да изберем електродите и ги сварете?
Съдържание
- Видео по темата "Какво представляват електродите, за да изберете започва заварчик"
- Видове електроди, тяхната структура и състав,
- Видео по темата "Преглед на рутил покрити електроди"
- Видео по темата "Как правилно и бързо да се запалят електрода"
- Как да изберем пръта електрод и ток?
- Как да се държа електрода?
- Видео на "Директно и обратна полярност, когато устройството на инвертора"
- Печене на фурна
- Свързани видеоклипове "54.mozhno или не готвят без газ, полуавтоматичен"
Times, когато собствениците на заваръчно оборудване в дома Сервизите могат да бъдат преброени на пръстите на ръцете, преминали. Днес, производители предлагат на потребителите заваръчни машини от различни типове. Тези устройства го правят много по-лесно в живота направи си сам. Много от тях от пробата и грешката вече са овладели науката за заваряване, но все още трябва да мине по този начин. Разбира се, че заваряване се извършва по професионален начин, трябва да се научите повече от един месец и години практически опит, за да излезе от това. Но не знаят как правилно да се готви на електродите, ще изпълнява у дома, в гаража или в страната, повечето от работата по заваряване, без да се прибягва да завършат. Изграждане на барбекю, порта, ограда, перголи и по-точно ще можете да имате няколко седмици на практика.
Видео по темата "Какво представляват електродите, за да изберете започва заварчик"

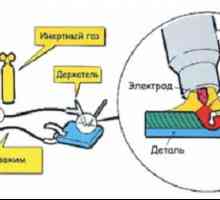
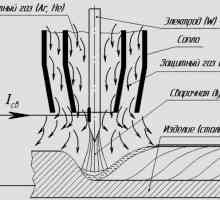
Фигура 1. Схема на устройството за заваряване електрод.
Видове електроди, тяхната структура и състав,
Повечето домашни заварчици електрод структура и състав на веществата в нея не ми пука. Те се разделят на електродите "копър" и "неръждаема стомана". Е, производителите етикетират своите продукти, както и върху опаковката на електрод написана в детайли, за които те са предназначени метал. Дори и там тониране им измиване да се прави разлика електроди за други цели. Въпреки това, за да продължите да овладеят достатъчно умението за работа с електрода, е необходимо да се чете и техните видове:
Видео по темата "Преглед на рутил покрити електроди"
- за заваряване на въглерод и ниско легирани стомани;
- за заваряване високо легирани стомани;
- за заваряване на топлоустойчиви легирани стомани;
- за заваряване на чугун;
- за заваряване на цветни метали;
- заваръчни легирани стомани и нееднородни;
- за настилка;
- за рязане на метал.

Фигура 2. Диаграма на подреждането на електродите по време на заваряване.
Независимо от целите, електродите имат обща структура. Те се състоят от прът и защитно покритие (промиване), което осигурява горене на дъгата и защита на заварен шев от атмосферата. От една страна на пръта е изложена 2-5 см за свързване към държача, с противоположния край на електрода се почиства измиване за осъществяване на контакт с обработваната част (фиг. 1).
сърцевина проводник се състои от въглерод, легирани и високо легирана стомана, и покритието се състои от 3 вида покрития:
Видео по темата "Как правилно и бързо да се запалят електрода"
- rudnokislyh;
- рутил;
- Варо-флуорит.
Материалите, използвани за производство на електроди, и да се определи тяхната област на приложение.
Как да изберем пръта електрод и ток?
За да се приготвят правилно електродите трябва да бъде в състояние да ги избират според дебелината на заварени продукти, за тънък метал може да се изгори чрез, ако ще се прилага дебелина заваряване. Изборът на кръст сред вписванията изглежда така:
- ако дебелината на метал е от 1.1 до 2 mm, диаметър на тел - 1,5-2 mm;
- 3 mm метал - 2.5 и 3 mm прът;
- дебелина 4-5 мм вари електроди 3 и 4 mm;
- стомана с дебелина от 6 до 8 mm, приготвени "крака";
- 9-12 мм - електродите 4 и 5 mm;
- с дебелина от 13 до 15 mm трябва да се справят за 5 милиметрови пръчки.
Фигура 3. Схема на движение на електродите по време на заваряване.
Тук е уместно да се запитаме защо е невъзможно да се заваряват използват тънки листове, например, "четири" или "пет"? Фактът, че надеждна дъга гори в различните профили могат да бъдат снабдени с различна сила на тока. 2 mm електрод в сила на тока от 50-60 А перфектно се справи с проблема, и 5 mm, освен ако zalipnet просто да бъдат "Удари искри". От друга страна, "пет" работи добре на 160 А, но поради твърде силна тънка метална дъга просто се превърне в капки. Следните показва текущите стойности за използване с електроди от различни диаметри раздел:
- 1.6 mm - A 35-60;
- 2 mm - 30-80 А;
- 2.5 mm - 50-110 А;
- 3 mm - 70-130 А;
- 4 mm - 110-170 А;
- 5 mm - 150-220 А.
Те са малко по приблизителна, тъй като всеки заваръчен апарат "е уникален." В допълнение, те са зависими от захранващото напрежение. Вариация на стойности, свързани с факта, че в най-ниската ток заварени метал, и при максимална - разрез. Заслужава да се отбележи, че повечето от заварката се извършва в дома, 2- и 3-милиметрови електродите, и "пет" в не-професионално ниво рядко се използва. Поради това, че не е необходимо да се плаща при покупката на заварчик за допълнително ток, които едва ли някога трябва да се изправят. Оборудване подкрепа 160 А за домашна обстановка, трябва да бъде достатъчна.
Как да се държа електрода?

Схема заваряване консуматив електрод.
Правилният избор на електрод и регулиране на силата на тока в машината все още не е означава, че вие ще бъдете в състояние да се готви с качество 2 ъглов или стоманена ламарина. Разбира се, вие не забравяйте да се свърже с един от тях, много, но ние също трябва да бъде в състояние да държи на електрода в желан от вас ъгъл на заварените повърхности и да доведе го надясно, за да се предотврати прегряване, изгаряне или neprovarki ръбове.
На първо място, първоначалното натискане на електрода до лентата за метал трябва да изглежда като леко докосване в мача за покриване на кибритена кутия. На второ място, това е възможно да се затвори веригата подслушване електрод. Изборът на метод зависи от вас, но веднага след като се образува дъгата, че не е необходимо да натиснете проводник към точката на заваряване, разбира се, ако не искате да се стопи на електрода и валцуване стомана. Леко потренирате, ще научите след появата на дъгата, за да се запази до края на пръта е 2-5 мм от шева. се електрод трябва да бъде поставен перпендикулярно на равнината шев (фиг. 2а), но с наклон от 105 градуса към вече приготвена част (фиг. 2 б). Не е нужно да носите електрод заедно заварката като молив заедно владетеля. Релакс и да четка, така че върхът на пръта действал трансфер движение (Фигура 3).
При това движение на тялото на тел, се топи да се присъедини качествено край заварени детайли. На първо място, вие ще бъдете в състояние да овладеят най-прост зигзаг движение на електрода, така и в бъдеще ще има сили да се използват и по-сложни, но надеждни шевовете. Те ще отидат за по-красиви, и скоростта на заваряване ще се увеличи значително.
Видео на "Директно и обратна полярност, когато устройството на инвертора"
Печене на фурна
Независимо от това, трябва да се спомене фактор, поради което не може да започне да се готви правилно, дори пълнени с ръка, за да избера най-подходящия електродите и коригиране на необходимия ампераж. Този фактор - otsyrevanie измиване. Освобождаване електроди производителите ги изсуши добре, но не винаги допълнително условията за съхранение в съответствие с изискванията. Това важи и за складове и магазини, както и домашни работилници. Понякога производителите стягат продукти в пластмасови опаковки, но след като се отвориха тя вече не може да се защити срещу влага абсорбиращ измиване. Използването на влажни електроди, срещнете следните проблеми:
- залепване на пръта и увеличаване на времето за заваряване;
- образуване на фистула в заварка метал;
- образуване на пори (кухини) в шева.
Свързани видеоклипове "54.Mozhno или не готвят без газ, полуавтоматичен"
Но начини да се справят с прекомерна влага в защитното покритие на електродите е. Те трябва да бъдат запалени за известно време във фурната. Често производителите пишат върху опаковката с техните продукти на време и температура на печене. В зависимост от вида на продукта, сушене може да отнеме от 1 до 5 часа при температура от 250 до 350 градуса.
След изпичането покритие губи влага, но това си остава една и съща хигроскопична, затова съхраняването, оставаща след работа електроди за по-добро организиране на сухо място, а дори и по-добре да ги поставят в пластмасови.
Може би информацията, за да започне разработването на вълнуващи неща, което е най-заваръчни електроди са достатъчни.
 Как да се готви електрожен?
Как да се готви електрожен? Какво е модерен заваряване инвертор?
Какво е модерен заваряване инвертор? Как да стартирате заваряване инвертор?
Как да стартирате заваряване инвертор? Как да изберем електродите към инвертора: Типове и видове
Как да изберем електродите към инвертора: Типове и видове Изберете заваръчна машина за дома: ключови точки
Изберете заваръчна машина за дома: ключови точки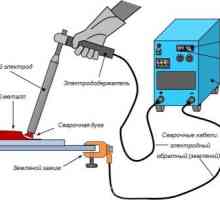 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали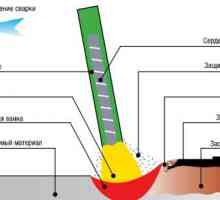 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване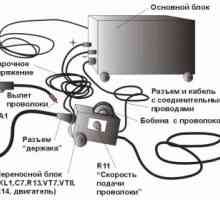 Алгоритъмът е: как да се готвя заварчик
Алгоритъмът е: как да се готвя заварчик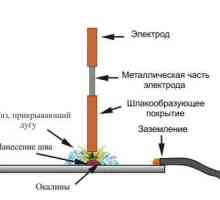 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор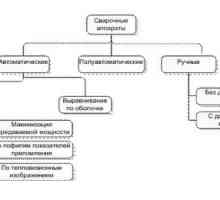 Характеристики на заваръчни машини: Как да изберем единица?
Характеристики на заваръчни машини: Как да изберем единица? Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически? Как правилно и ефективно, за да се готви за заваряване?
Как правилно и ефективно, за да се готви за заваряване? Как да се готви инвертор заваряване?
Как да се готви инвертор заваряване?- Как да се готви електрожен?
 Как правилно и ефективно, за да се готви на вертикалния шев на електрожен
Как правилно и ефективно, за да се готви на вертикалния шев на електрожен Апаратът за заваряване инвертор за начинаещи
Апаратът за заваряване инвертор за начинаещи Заваряване технологии тънък метален инвертор
Заваряване технологии тънък метален инвертор Възможно ли е да се направи електродите?
Възможно ли е да се направи електродите?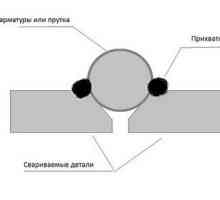 Заварки на качеството на блясък
Заварки на качеството на блясък