Как да картографира процедура за заваряване
Съдържание
- Видео на "заваряване на полиетилен с ръце | Ръчно запечатване на горещо"
- Свързани видеоклипове "кондензатор заваряване din 32501 stud Заваряване"
- Отражението на изискванията на клиента
- Видеоклипове на тема "триенето разбъркване заваръчни фута солена вода"
- Видео за "Вертикален технология демонстрация. cad софтуер за изграждане на технологични процеси"
- за изпълнението на работата и доклада си за контрол на качеството
- Сродни видеоклипове "video доклад, т.5. abs zeim автоматизация, машини, производство на измервателни уреди"
Заваръчни операции са комплекс многоетапен процес. От качеството на тяхното изпълнение зависи от надеждността на произвежданите структури. Разбира се, като у дома си карта на процеса на заваряване Едва ли е необходимо, но при условията на производство в процеса на заваряване трябва да бъде строго регулиране и контрол на качеството.

Класификация на заваряване.
Видео на "заваряване на полиетилен с ръце | Ръчно запечатване на горещо"
Диаграма е за изпълнителя на строителните работи и рисуване, както и точни указания за определяне и ред за тяхното поведение (в това число на подготвителната фаза), както и параметрите и режима, в съответствие с които трябва да се провеждат на целия процес.
Свързани видеоклипове "кондензатор заваряване DIN 32501 Stud Заваряване"
Разработване на технологични карти заваряване избягва, когато производството на задачи резервни време, финансови и материални разходи. С помощта на картата, можете да контролира качеството на заваръчни работи във всеки един момент. Това показва изискванията към дизайна на производството на клиентите. Освен това, в документа се прави и записва на желаното ниво на качество на изпълнение.
Отражението на изискванията на клиента

Фигура 1. Проба картографиране на процеса на заваряване.
Видеоклипове на тема "триенето разбъркване заваръчни фута солена вода"
Фиг. 1 показва проба карта на процеса на заваряване. Под "Строителство" на позиция се вписва името на обекта, който ще се извършват заваръчни работи. В следващия знак на организацията го направи раздел карти, които ще бъдат пряко ангажирани в този процес. Следващата колоната се определя от клиента:
- някои заваряване технология ще се прилага (газ, електрическа дъга, и т.н.);
- тръби с диаметър заварени;
- имена на елементи да бъдат свързани (+ канал тръба марки + Площ) с марката на областта на плочите.
В десния ъгъл на картата на заваръчния процес е колона, която влезе му код. Този индекс ще бъде въведена във всички техническата документация, свързана с сварено продукт.
В следващите редове са посветени на описващ документ да заварени части и техните характеристики (дебелина стената на тръбата, стомана клас, и т.н.). Те също така посочват параметри, приложими за ставите и заварка геометрия, както и изисквания за качество на работа. Всички вписвания в колоната трябва да се правят с висока точност, тъй като по време на производствения процес, на заварчика трябва да следвате посочените параметри.
Видео за "Вертикален технология демонстрация. CAD софтуер за изграждане на технологични процеси"
Flow диаграма на изпълнителната власт информира стандарти заваръчна техника обект. Те изискват от него точни марка чрез използване на тези електроди за заваряване на корен прохода, попълнете и облицовъчни пластове. В допълнение, диаметрите на електродите са определени за различните етапи, полярността на кабели заваряване. Технологичните карти са изработени от силата на текущите данни, в която заваряване на частите трябва да се извършва в тавана, вертикално или по-ниска позиция. Долната графиката дава препоръки за температура и време за печене на електроди за всяка операция.
за изпълнението на работата и доклада си за контрол на качеството

Фигура 2. Докладът за изпълнението на работата и контрола на качеството.
Пробата е показано на фиг. 2 показва част от документ, който показва всички стъпки на изпълнителния по време на изпълнението на поръчката. Целият процес трябва да бъде описано подробно. В този поток диаграма не игнорира, и да докладва за подготвителни операции. В линията посветена на получаването на краищата на тръбите, оборудване и инструменти за запис се прилагат за почистване на повърхности (мръсотия, оцветители и т.н.). Отляво се определя от изискванията за получаване на краищата и влезе информация за подготвителната работа, която включва събирането на измервания за офсетните краищата на заварени тръби и определяне на това изместване толеранси.
На следващо място, технологична схема, е изпълнен с данни за процеса на сглобяване на части, което прави препратка към оригиналните изображения, за които се изпълняват работата, а неговият напредък е описан с отражение на методи за сглобяване. Както и в първата колона в следващите раздели на документа е записано всички участници в процеса на оборудване и инструменти. Една малка глава е посветена на топлинна обработка карти на заварени части. Следваща художник подробно следва да докладва директно на процеса на заваряване. Раздел е пълен с информация за броя на лепливостта заварки и шевове, както и техните проби. В долната графика е писано за контрол на качеството на извършената работа, което показва, оборудването и методите за проверка. Технологична карта се подписва от разработчика.
Всички творби са направени в документа трябва да се извършва само сертифицирани и преминали сертифициране на оборудването, за да се гарантира изпълнението им качество.
Сродни видеоклипове "Video доклад, т.5. ABS ZEiM автоматизация, машини, производство на измервателни уреди"
 Домашна точкова заварка - необходимо нещо в дома си цех
Домашна точкова заварка - необходимо нещо в дома си цех Оборудване електродъгово заваряване
Оборудване електродъгово заваряване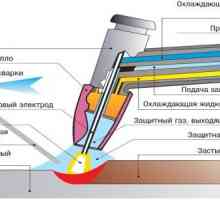 Какво е електродъгово заваряване инвертор
Какво е електродъгово заваряване инвертор Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали Как да се използва студена заварка на метал?
Как да се използва студена заварка на метал? Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване Как да си направим заварка със собствените си ръце
Как да си направим заварка със собствените си ръце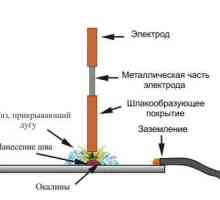 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор Основната разлика от машината за заваряване инвертор
Основната разлика от машината за заваряване инвертор Как и кога да произвежда плазма заваряване със собствените си ръце?
Как и кога да произвежда плазма заваряване със собствените си ръце?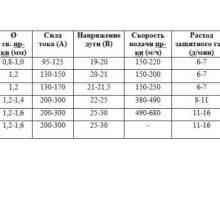 Качествена полуавтоматичен заваръчна тел без газов поток
Качествена полуавтоматичен заваръчна тел без газов поток Особености заваряване поцинкована
Особености заваряване поцинкована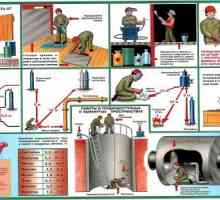 Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване Принципът на устройството на инвертор заваръчни машини
Принципът на устройството на инвертор заваръчни машини Как да се готви инвертор заваряване?
Как да се готви инвертор заваряване? Характеристиките на технологии и материали при заваряване неръждаема полуавтоматичен
Характеристиките на технологии и материали при заваряване неръждаема полуавтоматичен Диаграми и чертежи импровизирани заваръчни инвертори
Диаграми и чертежи импровизирани заваръчни инвертори Възможно ли е да се направи електродите?
Възможно ли е да се направи електродите? Как да проверите заварката?
Как да проверите заварката?