Както готвене тънък метален електрод: основни методи за заваряване
Видео по темата "На територията на заваряване - заваряване на автомобилната тялото електрод"
Съдържание
- Видео по темата "На територията на заваряване - заваряване на автомобилната тялото електрод"
- Видео по темата "Заваряване на тънки 1мм метал. Електроди 3.2мм. И 2.6 мм. Заваряване на тънък метален 1мм"
- Видео на "ръчно заваряване на тънък (0,8 mm и 1 mm) от метал"
- Основни методи на заваряване тънък метален
- Видео на "обиколка заваряване на тънък метален електрод"
- Gmaw
- Видео по темата "Кои полярност готви тънка и дебела метална"
- Заваряване консумативи (графитни електроди)
- Заваряване на много тънък метален
- Видео по темата "Как бързо се готви truboprofil"
- Видео на "тънък метал заваряване полуавтоматичен"
- Основни методи на заваряване тънък метален
- GMAW
- Заваряване консумативи (графитни електроди)
- Заваряване на много тънък метален
Видео по темата "Заваряване на тънки 1мм метал. Електроди 3.2мм. И 2.6 мм. Заваряване на тънък метален 1мм"
Когато електродъгово заваряване хора често са изправени пред факта, че ние трябва да се готвене тънък метален. То може да бъде тънки метални листове, профил на тръбата, а понякога и коли под наем. За производствени проблеми малка дебелина на метала се провежда TIG заваряване или MIG / MAG апарат, който позволява да се извърши процеса на заваряване в защитна газова среда. Независимо от това, конвенционалната заваряване клас ММА машини намират приложение при работа с тънък метал.

Заваряване тънък метален инвертор.
Видео на "ръчно заваряване на тънък (0,8 mm и 1 mm) от метал"
Основни методи на заваряване тънък метален
Използване на конвенционален заваряване позволява заваряване с метална дебелина от 2 mm или по-малко. Този метал е класифициран като глоба.
Видео на "обиколка заваряване на тънък метален електрод"

полуавтоматични уреди за заваряване.
Електродъгово заваряване на стоманени продукти, в които дебелината по-малко от 2 mm се извършва по 2 начина:
- класически метод (с използване на конвенционални топене малки електроди диаметър;
- като се използва не-консуматив графитни електроди.
В зависимост от дебелината и отговорни възли 2 се използва метод за заваряване на тънки стоманени продукти.
GMAW
За да бъде успешно заварка метални изделия с малка дебелина, той е длъжен да използва електроди, чийто диаметър не надвишава 2 мм. При работа със стоманени листове с дебелина 1-1,5 mm трябва да се използва електрод с диаметър 1.6 mm.
Заваряване консуматив електрод.
препратка Техника консуматив електрод заваряване включва внимателен контрол, за да се избегне прегряване и последващо изгаряне метал. резултата на електрод за шев заварени повърхности при средна скорост, ако тенденцията на горене става видима - увеличаване на скоростта. Силата на тока е избрана емпирично, но не трябва да надвишава 40А. Ако има възможност да оглави шев, това ще улесни задачата. На изпитвания материал се извършва при различни стойности на заваръчния ток, като се вземат предвид скоростта на движение на електрода. По време на заваряване е важно да се гарантира пълното проникване на стоманени ръбове, но не го изгори. Има една особеност, че топенето на тънки ръбове е почти мигновен и няма начин да се контролира заваръчната вана. Това е необходимо, за да се постигне емпирично задълбочено проникване и липса на изгаряне на стомана, така че и най-малкото забавяне води до прегаряне.
По време на заваряване на много тънък метален използва периодично или място метод заваряване. Същността на този метод се състои в това, че е създаден точката (лепливост) чрез създаване на кратко дъга, дъга се погасява и след това на малко разстояние се извършва (2-3) диаметър електрод същия процес. Желателно е да се намали лепливостта паузите до минимум, за предотвратяване на метала да се охлади напълно. За да създадете неуплътнени връзки на тънка стоманена изберете този метод. Чрез точка огнища отопление избягва значително изкривяване метал.

Аргон заваряване консуматив електрод.
Видео по темата "Кои полярност готви тънка и дебела метална"
В някои случаи, настоящата промяна на полярността позволява да се получат най-добри резултати, с обратна полярност (плюс електрод) се появява за отопление на върха на електрода, тъй като електроните се движат от минус до плюс.
Тя е много по-лесно да извършват заваряване на дебели метални с глоба. В този случай, електрод фокус е в посока на дебелина стомана, т.е. генерира основната температура огнище на дебел метал.
Специално внимание е необходимо да се създаде вертикални шевове. За да направите това, използвайте метода и точката за заваряване отгоре надолу, а не като допълнително отопление на съседни секции на топлината върви нагоре.
Заваряване консумативи (графитни електроди)
Схема електродъгово заваряване с комбиниран защита.
Много общ метод на свързване на части, изработени от стомана с малка дебелина с помощта на графитни електроди. Този метод се разделя на 2 вида:
- метод и конвекторна съединение крайни части;
- метод с помощта на тел пълнител.
Най-често, когато с помощта на графитни електроди, използвайки метода на преформатиране. За този електрод създава краищата на части област, в която краищата са заварени заедно, без въвеждане на допълнителен метал. Този тип често се използва при работа с много тънки листове и избягва да се запали при определено умение стомана.
Използване на проводник пълнител в нагряването използва за запълване на кухини, например, с разлика, и се присъединява ръбове на рязане метални части. Диаметърът на жицата на пълнител се избира в съответствие с дебелината на метал.
Заваряване на много тънък метален
Често шофьорите, особено превозни средства, свързани с възрастта, с които се сблъскват с необходимостта да се варят в една пукнатина или друг вид работа с тялото. Електродъгово заваряване конвенционален електрод не се използва за тези цели като професионален устройство, но в изключителни случаи може да се използва, за да вземат мерки за спешна помощ. Не е желателно да се получи нормална заваряване шев ил лепливост на конвенционален коли лист, тъй като дебелината му е 0.6-0.8 мм. Ако се наложи да се направи заварено съединение, за тази цел, заготовката от дебел метал и 2-2,5 мм олово заваряване с акцент върху по-дебел материал. На определено умение, че е възможно да се получи положителен резултат.
През всички заваръчни операции с фина стоманена акцент върху възможно прегряване. Период на възникване на заваряване баня и контрол е почти невъзможно да се извърши електрода движение са типични при заваряване с дебелина метал, обикновено води до изгаряния стомана.
заваръчен процес се извършва само от експериментален ток избор електрод и скоростта на движение.
Видео по темата "Как бързо се готви truboprofil"
Видео на "тънък метал заваряване полуавтоматичен"
За по-добър резултат, е необходимо да се приложи методът на заваръчна точка. Научете готвене тънък метал трябва само след получаване на достатъчно опит конвенционален заваряване дебелина метал от 3 mm или повече.
 Оборудване електродъгово заваряване
Оборудване електродъгово заваряване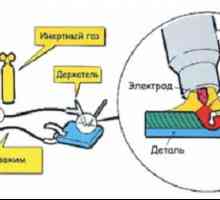 Как да се готви електрожен?
Как да се готви електрожен? Как да стартирате заваряване инвертор?
Как да стартирате заваряване инвертор?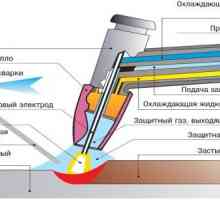 Какво е електродъгово заваряване инвертор
Какво е електродъгово заваряване инвертор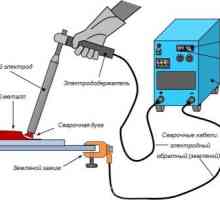 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали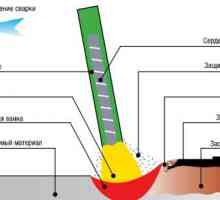 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване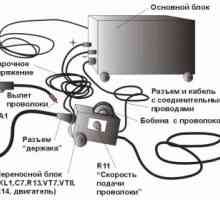 Алгоритъмът е: как да се готвя заварчик
Алгоритъмът е: как да се готвя заварчик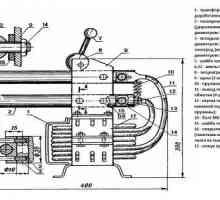 Как да си направим заварка със собствените си ръце
Как да си направим заварка със собствените си ръце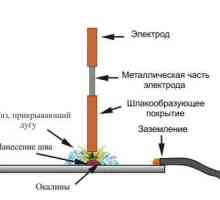 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор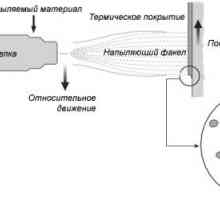 Особености заваряване поцинкована
Особености заваряване поцинкована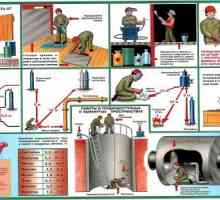 Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия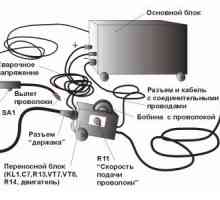 Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване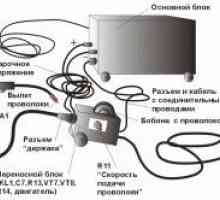 Инструкции: как за заваряване тръба електрически заваряване
Инструкции: как за заваряване тръба електрически заваряване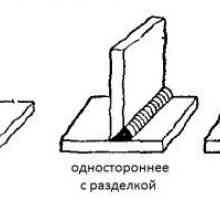 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?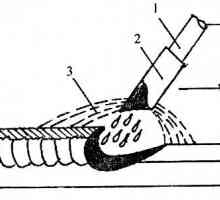 Как да се готви: чрез електроди за заваряване и заваряване машина
Как да се готви: чрез електроди за заваряване и заваряване машина Как да се готви инвертор заваряване?
Как да се готви инвертор заваряване?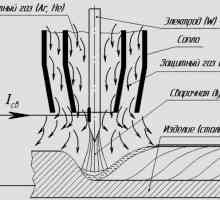 Как правилно и ефективно, за да се готви на вертикалния шев на електрожен
Как правилно и ефективно, за да се готви на вертикалния шев на електрожен Заваряване технологии тънък метален инвертор
Заваряване технологии тънък метален инвертор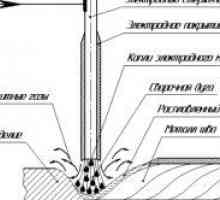 Качествена заваряване дебели метални
Качествена заваряване дебели метални Как да проверите заварката?
Как да проверите заварката?