Как да се готви тънък метал?
Видео по темата "Заваряване на много тънък метал"
Съдържание
- Видео по темата "Заваряване на много тънък метал"
- Видео на "тънък метален заваръчни електроди. swar-express # 1"
- Основни и помощни материали и инструменти
- Видео по този въпрос. "Как да се заваряват с дебелина до тънки, едноmm"
- Поддръжка на заварката и подбора на силата на тока
- Видео на "тънък метален заваряване (вертикален шев)"
- Видео по темата "заварката на територията - заваряване на тънък метал"
- Методи за присъединяване части
- Използване на газ в процеса на заваряване
- Видео на "тънък метал заваряване"
- Видео на "полу-автоматично заваряване на тънък (0.5 mm) на метала"
При заваряване на тънки метални листове или профилирани тръби не на повърхността, и е необходимо да се постигне по-пълно заварка, но не изгаря материал. Този процес е най-добре с помощта на ръчно електродъгово заваряване или полуавтоматично. Това е било успешно, е необходимо да изберете правилния ампераж, изберете желания тип електроди, придържайте се към определена скорост на движение на работната повърхност.
Видео на "тънък метален заваръчни електроди. Swar-Express # 1"

Схема заваряване тънки листове.
Преди работни листове Заваряемите пречистени от мръсотия, боя, мащаб и смазочни материали. Тяхното присъствие води до увеличаване на пръскане и понижаване на качеството на заваръчния шев метал. Освен това, много примес чрез нагряване отделят токсични вещества.
Основни и помощни материали и инструменти
тънък метален заваряване се извършва в непрекъсната или прекъсната шев, челно или припокриват посредством подвижен или не-прибиращ носител, ръчно или полуавтоматично. Съответно, в зависимост от избрания метод, може да бъде необходимо за допълнителни ресурси. Но във всеки случай, че е необходимо да се подготвят следните инструменти и материали:
- заваряване машина;
- заваръчни електроди (2-3 мм);
- заваряема метал;
- източник на електрическа енергия;
- Защитна каска (маска заварчик е);
- предпазни ръкавици.

Схема заваряване инвертор.
Освен това, може да се наложи:
- стоманена лента (не-прибиращ облицовки);
- медни ленти (прибиращ облицовки);
- бутилка газ или поток (при използване на полуавтоматична);
- Скоба (за фиксиране на металните листове);
- метал четка, шкурка, разтворител (за почистване замърсени повърхност).
Видео по този въпрос. "Как да се заваряват с дебелина до тънки, едноmm"
Далеч от източниците на мощност тънък метал заваряване може да бъде газ, обикновено - оксиацетиленова. Новак го майстор по-лесно, но за сметка на работата в този случай се увеличава значително, така че ацетилен е много по-скъпо електричество. В допълнение, поради големия отопление зона може да бъде деформация на тънък материал. Ако, обаче, не газозаваръчно не мога да направя, той трябва да:
- резервоар кислород;
- намалител понижаване на налягането на кислород се подава към горелката;
- ацетилен генератор или цилиндър с ацетилен;
- проводник пълнител;
- горелка;
- настроен на уши за горелки;
- Гумени маркучи за подаване на газ към горелката.
Поддръжка на заварката и подбора на силата на тока
Не е като някои умения, по-скоро трудно да се изчисли правилно скоростта на заваряване и извършва непрекъснат шев, не позволява изгарянето на метален лист тънка.
За да се избегнат проблеми, можете да се готви тънък метал, периодично прекъсване на заваряване дъгата.
Видео на "тънък метален заваряване (вертикален шев)"

Видове заварки.
Този така наречен точково заваряване, където методът се извършва чрез къси отделните елементи по шев линия.
В този случай, не е прекомерно нагряване на материала, и по този начин неговата деформация е сведена до минимум. При ниски токове, дори леко увеличение на разликата между електрода и повърхността на материала води до счупване на дъгата.
Видео по темата "заварката на територията - заваряване на тънък метал"
Независимо от това, с точка на кипене трябва да се лекуват внимателно, като се избягват дълги паузи между отделните щрихи. В противен случай, металът ще изстине, което ще доведе до появата на недобре сготвени порции. Вие не може да се задържи твърде дълго в една точка, за да не се изгори на материала. Алтернативен метод се състои във факта, че чаршафите не са свързани с непрекъснат шев, а не на отделните точки и къси движения, които се извършват по контура на бъдещата заварката.
Тъй като дебелината на тънък метал не надхвърля 2 mm, заваръчен ток не трябва да бъде по-голям от 60А за него. С намаляването му се намалява и силата на тока. Например, листове с дебелина 1 mm трябва да ври на ток от 30-50A. Електроди 2 mm трябва да съответстват на стойността на по-ниския диапазон и електродите на 3 mm - отгоре. Тези параметри са дадени за текущата непрекъснато заварката. Когато се допуска точкова заварка малко го увеличи.
Методи за присъединяване части
Шофиране заварчик.
Тънки метални листове се припокриват могат да бъдат заварени. Качествена връзка е предвидено в тяхното припокриване най-малко 5 мм. Към края на частите граничат един с друг, те трябва да бъдат заредени или пресовани да се определи в скобата. Дори малка междина между тях може да причини изгаряне на листа, на която се извършва заваряването. Преди заваряването частите напълно, те трябва да бъдат свързани с проводник в дълги 5-10 mm, с интервал от между 50-100 mm върху цялата шев.
След като данните са фиксирани мостове, можете да преминете към формирането на ставата. Нейните варени непрекъснати удари, не подред, и променящите се електрода от отопляемата площ на охладителя. Благодарение на тази технология на тънки метални листове, няма да се деформират и да се деформират. За да се намери оптимален път искрене преди неговото прекъсване, е желателно да се работи нежеланите метални парчета със същата дебелина като тази на заварени части. Например, при заваряване дебелина на материала не повече от 1 мм дъга трябва да горят непрекъснато 1-3 секунди.
Smooth ръб детайл прави възможно да се заваряват челно. Разликата между тях трябва да бъде минимално. Заваряване се получава чрез същата технология като обиколка става, но за метална облицовка тънък е желателно да се използва. Ако това не е от значение, той ще остане след извършването на строителни работи или не, тъй като на лайнера да използвате ширина стоманена плоча от 13-15 мм и дебелина, равна на дебелината на основните части. Nonretractable облицовка трябва задължително да бъде случаят, когато не е възможно да се избегне разлика от повече от 1 мм между заварените части.

устройство електрод схема.
В случая, когато наличието на не-прибиращ облицовка не отговаря на всички параметри, е възможно след края на готвенето отстрани мелница. Това оставя само частта на плочата, която е разтопен и участва в образуването на заваръчния шев. Ако удебеляване на долната част на заваръчния шев е неприемливо използвани отдръпването на лигавицата дебелина медна шина. Благодарение на високото топлопроводимост на метал тя ще помогне да се избегне изгаряне и след работа могат да бъдат отстранени.
Използване на газ в процеса на заваряване
Когато плочите трябва да бъдат заварени към 0,5 мм дебелина, това е по-удобно да полуавтоматичен. проводник електрод се използва в това: често - стомана, най-малко - алуминий. Това устройство може да бъде заварен части с ръждив повърхност и поцинкована метал. Процесът се провежда в инертен газ: въглероден диоксид или инертен. С малко количество работа, която може да мине без газова бутилка. Вместо това, специална заваръчна тел, прах или поток. По време на заваряване поток постепенно изгаря, подчертаване на защитен газ облак.
Видео на "тънък метал заваряване"
Преди началото на работа се изисква, за да изберете устройството, държейки сегашните, препоръчаните инструкции за дадена дебелина на метал. Трябва да се отбележи, че устройството е механизирано само терена електрод, както и всички други дейности се извършват ръчно. Следователно, скоростта на захранване е зададен предварително. След това е тест заварката. Ако шева не получите достатъчно качество, настройките трябва да бъдат коригирани.
Видео на "полу-автоматично заваряване на тънък (0.5 mm) на метала"
След полуавтоматични е създаден, доставка превключвател електрод се премества в "напред". Фуния апарат се запълва с инертен газ или поток. Съвет ток мундщук доставки трябва да влезе в зоната на заваряване, която е настроена по подходящ титуляр. Остава само да се отвори клапата в бункера с поток и щракнете върху "Старт". Устройството може да работи в непрекъснато или в режим на място, включително и най-малки токове.
При заваряване се използва изключително незапалим газ, който изпълнява защитна функция, в устройството за газ, благодарение на интензивен изгаряне на смес от горивен газ с кислород, се появява на топене на метал. Площта на третирания участък може да се увеличава или намалява с помощта на специално дюза на горелката. От голямо значение са ъгълът на горелката на наклона на повърхността и по посока на движението му. Специалистите препоръчват готвене тънък метален напусна заваръчна горелка включва движат от дясно на ляво. Първо, трябва добри топли край заварени части, и едва след това се пристъпи към образуването на ставата.
 Оборудване електродъгово заваряване
Оборудване електродъгово заваряване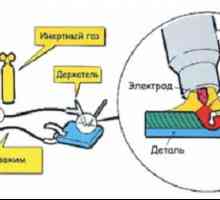 Как да се готви електрожен?
Как да се готви електрожен?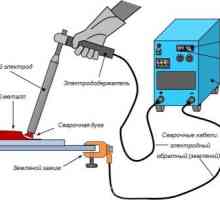 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали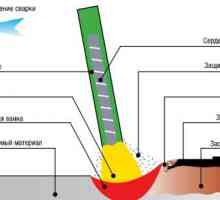 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване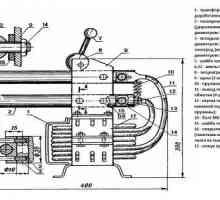 Как да си направим заварка със собствените си ръце
Как да си направим заварка със собствените си ръце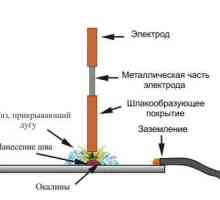 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор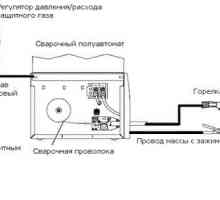 Възможно ли е да се готви без използването на полуавтоматични въглероден диоксид?
Възможно ли е да се готви без използването на полуавтоматични въглероден диоксид? Особености заваряване поцинкована
Особености заваряване поцинкована Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Заварка технологии
Заварка технологии Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия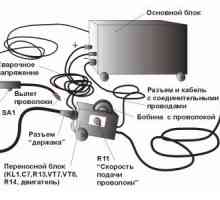 Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване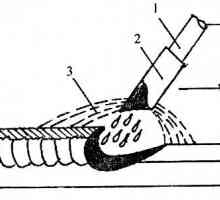 Как да се готви: чрез електроди за заваряване и заваряване машина
Как да се готви: чрез електроди за заваряване и заваряване машина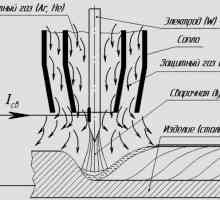 Как правилно и ефективно, за да се готви на вертикалния шев на електрожен
Как правилно и ефективно, за да се готви на вертикалния шев на електрожен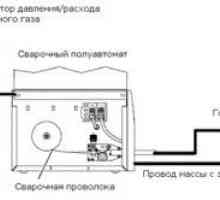 Както стомана и алуминий за готвене без газ полуавтоматичен
Както стомана и алуминий за готвене без газ полуавтоматичен Заваряване технологии тънък метален инвертор
Заваряване технологии тънък метален инвертор Как е заваряване на неръждаема стомана в дома?
Как е заваряване на неръждаема стомана в дома?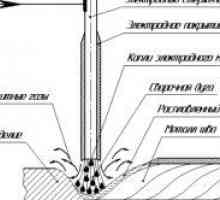 Качествена заваряване дебели метални
Качествена заваряване дебели метални Възможно ли е да се направи електродите?
Възможно ли е да се направи електродите? Как да проверите заварката?
Как да проверите заварката?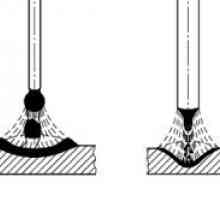 Както готвене тънък метален електрод: основни методи за заваряване
Както готвене тънък метален електрод: основни методи за заваряване