Основните видове заварки
Видео на "заварка на две писти, изгаря дупка заваряване дросел инвертор устройство"
Съдържание
- Видео на "заварка на две писти, изгаря дупка заваряване дросел инвертор устройство"
- Видео по темата "Заваряване poluavtomatom.chast 2.tehnika изпълнение на заварките"
- За повече информация относно класификацията
- Допълнителни характеризиращите особености
- Видео на "вертикален шев заваряване или готвене вертикална"
- Какво друго са шевовете: Характеристики
- Видео по темата "Създаване на заварки в t-flex cad"
- Видео на "hard" заварки
- Заключение и резюме
Видео по темата "Заваряване poluavtomatom.Chast 2.Tehnika изпълнение на заварките"
След като реши да се научат на изкуството на метала, гладни за знания се превръща в организация за обучение, която след известно време да научи всички подробности за млад специалист работа. Основното, което да се разбере какви са видовете заварки за успеха на тяхното прилагане в практиката. Качеството на преподаване не се изчислява в продължение на една година след изтичането на новак заварчика, разбира се, след като стажът се задава квалификация или ранг, той може евентуално увеличение. Към днешна дата, висока степен на умения за заваряване става своя собствена марка, която е професионална поставя на даден продукт, на която той е работил.

Качествено изпълнените заварки позволяват продукти, за да служат дълго време.
Така че, на първо място е необходимо да се разделят основните понятия: заваряване шев и съединение. Те не се различават по принцип, но някои аспекти са все още налице.
- Шевове - директно мястото, където топене и кристализация на метала в продукта. Това зависи от уменията, оборудване и характеристики на метала.
- Съединението също така включва шев и съседната зона или не участват в процеса на заваряване. Характеризира се с процеси, които позволяват да се оцени качеството на работата до края на процеса.
Ефект на заваряване на заваръчен форма.
Важно е да се отделят тези като понятия от друг, тъй като качеството на заварката се определя на първо място, и обратното, висококачествена работа зависи от естеството на шева. Тези определения никога няма да бъде в отделен, но сами по себе си са отлични качества и характеристики за определен тип заварка.
Конци са класифицирани по много начини. Напречното сечение:
- Butt.
- Corner.
- Welt.
За повече информация относно класификацията
Най-често срещаните видове връзка - дупето. След това конецът се използва самостоятелно. Над нулеви качества шев има деформации в обекта - това може да го подложи само със значителни натоварвания и умишлено. Тъй като подготовката на метал и подбора на електродите в шева се извършва внимателно, тъй като можете да бъдете сигурни.

Класификация и обозначение на заварки.
Съединенията от ъгловата заварката може да бъдат разположени във всеки ъгъл, но се счита, дебелина метал - по-малко от 3 mm, тъй като напрежението е все още присъства.
Welt или да се припокрият ставите изисква голямо количество материал, но не изискват внимателно боравене. Обикновено, когато такива съединения се използват двоен шев да се предотврати изтичане.
Има тройници съединения, които са двойни шевове в ставите във формата на Т. Те се използват в по-горе носещата конструкция и заваряване в този случай става важен момент.
Преди започване на работа, трябва да решите какви видове шевове ще се подходи към този продукт. Разлика може да служи си конфигурация и дължина:
конфигурация:
- Direct.
- Curve.
- Circle.

Основните видове заваръчни връзки.
Ясна заваряване означава по свързване на части, съответстващи на размера на продукта на една и съща линия. Този предмет профил и водач структура.
- Curve заваряване. Това означава, че структурите на свързване могат да бъдат от различни форми. Например, кръгла тръба и профил.
- Това се отнася до кръгова заварка шев свързващи тръби или други кухи предмети krugovidnye различни диаметри.
Допълнителни характеризиращите особености
Видове шевове са разделени по дължина, което също има смисъл в категориите на работа:
- Твърди - кратко, средносрочен и дългосрочен.
- Пулсиращ - халс и строителство.
Размери на спояване, се определят от необходимостта да се работи по конкретни структури, които се различават по размер. Кратко размери шев са 300 mm, средносрочен и дългосрочен до 1 м или повече. Те са добри, когато изправен дизайн и дълги, например, магистрали.
Так заварки могат да бъдат временни или монолитна конструкция, където задържане ще бъде определящ фактор. Местоположение тях са различни: на едната или от двете се олюля. С тяхна помощ, варени рамки, стелажи, секции, и така нататък.
Според броя тампон от сглобките могат да бъдат:
- Едностранно.
- Двустранна.
- Многопластова.
Всеки брой на подложки, се определя от необходимост.

Извършване на хоризонтални шевове.
Продукти, подложени на заваряване, изисква поне малко твърдост и напрежение, или те могат да бъдат свързани с нещо по-малко твърда. Ако е необходимо повече, цената на минимален брой заварки.
Двойни възможности вече предполагат една по-здрава конструкция. Те нямат право да протекат.
Наслагване на множество шевове включва заваръчни критичните структури, където подсилващите елементи играе важна роля. По този начин е налице заваряване дебели метални, така че да се избегне отклонение на напрежения.
Видео на "вертикален шев заваряване или готвене вертикална"
Какво друго са шевовете: Характеристики
Шевовете са:
Видео по темата "Създаване на заварки в T-FLEX CAD"
- Нормално.
- Изпъкналите.
- Вдлъбнати.
За да изпълните всички тези видове, уменията на заварчика трябва да е на върха, защото тези конци се използват за структури на неправилни форми, така че в сложна подробности. Изпъкналите и вдлъбнати шевове могат да се свързват декоративни форми или когато друг прав шев могат да се полагат. Изковаване шлаката от този вид шев заваръчни изисква умение и внимание, тъй като съществува риск от разваляне на дизайна.

Изпълнение на вертикални фуги.
Местоположение в космоса също оказва влияние върху вида на заварката се използва, тъй като той няма да се включи, обърни му и изграждането на удобни настрани. По този начин, всичко се решава от нейната форма, която ще бъде наложена на:
Видео на "Hard" заварки
- Долна строителство.
- Таван.
- Хоризонтална.
- Вертикална.
Те са поставени на съответните повърхности и може да има някои различия. Така например, извършване на въздушни заваряване, че има смисъл да се прилага Снаждания шевове, защото повърхността е разположена така, че металът е в състояние да тече надолу и образуват липса на синтез и връзката няма да бъде надежден.
Шевовете не са най-надеждни връзки, така че те се нуждаят от много маршрутизиране знания, за да се избегнат често срещаните травми на работното място:
- Подмоли.
- Липса на проникване.
- Минерални включвания.
- Пори.
- Горещи пукнатини.
- Кухина.
- Липса на синтез.
- Burn марка.
Подбива - Нанесената получен по шев поради неправилна механично действие. Заваръчен апарат има власт, така че дъга докосване до местата, които не са предназначени за него, е изпълнен с оформени цепки. Освен това, заваряване тилни срязвания могат да бъдат причинени от голямо количество горещ метал пръски, ако не е предварително коригира единица или работа с електроди и влага.
Липса на проникване - шев без съединението с метала. Ако оставена без надзор, тези места по-късно формира ръжда и шлака. Това ще доведе до унищожаването и впоследствие да се харчат, тъй като и двата ще трябва да се готви за изграждане на нова, или да го промени.
Шлаката форма щети шев може да се случи поради лошото качество на електроди и неквалифицирана магьосник. Ако не ги отстрани незабавно, да ги дразни гореща неизбежно, и е изпълнен с борбата с наранявания.
Време - друг вид увреждане на заваряване. Тези малки петна или дори отвори, образувани от плаващ разтопен метал спрей. За да избегнете това там се извършва заваряване манипулация машина компонента: намаляване или промяна на честотата, промяна на външния вид на заварката.
Горещи пукнатини са формирани директно от неправилно избран материал, при което точките на топене са различни, един от тях може да даде крак. Заваряване не е най-лесният професията, което трябва да знаете какви материали са най-добре корелира с други хора. Стави и връзки могат да бъдат настроени. Пукнатините са най-опасни дефекти на бедни заваряване и може да предизвика унищожение в голям мащаб. Почти винаги има момент, който ви позволява незабавно да се открие грешка.
Кътчета на шевовете са опасни, защото те ги намерите наведнъж не е възможно. Метални заварени балон и в него се натрупват газове, които могат да се разширяват при нагряване, или температурни разлики. В резултат на това се справи съединение.
Липса на синтез са празни пространства в възглавницата без настилка. Изпълнен с сливания, които напълно намалява качеството на ставите и шевове, то заплашва нестабилност. Струва си да се има предвид и след заваряването да ходи по повърхността визуално.
Burn марка се дължат да се свържете с горещ метал на повърхността. Той се среща най-често под формата на надземната заваряване или вертикално. За да избегнете това, което трябва да проучи възможностите за данни на машината, както и характеристиките на стоманени електроди - не всички могат да бъдат заварени от различни продукти. Пренебрегването на това, че е невъзможно да се постигне високо качество на фуги и шевове.
Заключение и резюме
По този начин, след като е обсъдил частичен списък на дефекти в заваръчните шевове, можем да разберем как да ги избегне и да направи качеството на връзката. Има няколко начина за откриване на пропуски направи заварка:
- Визуална проверка.
- Измерване.
- Тест за течове.
- Измервателни прибори.
- Лабораторни експерименти.
Съединение се счита за висока, ако качеството:
- визуална проверка не установи нарушения;
- измерване вписва стандарт регулиране на необходимите фигури;
- стягане не е задоволително: водата не се изпълнява, без изтичане на газ;
- измервателни уреди и анализатори посочват, няма течове;
- Експерименти показват, материали и метали взаимодействат помежду си функции.
Ако са изпълнени всички условия и на външния вид на заварката не е задоволително, може да се предположи, че връзката е направена точно.
 Как да се готви електрожен?
Как да се готви електрожен? Какво е модерен заваряване инвертор?
Какво е модерен заваряване инвертор? Как да се готви за алуминий полуавтоматични?
Как да се готви за алуминий полуавтоматични? Какво е електродъгово заваряване инвертор
Какво е електродъгово заваряване инвертор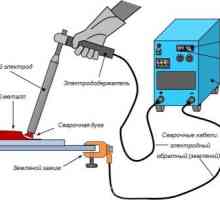 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали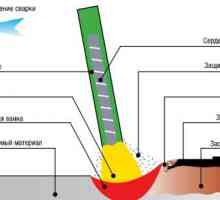 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване Как да изберем надеждна заваряване инвертор
Как да изберем надеждна заваряване инвертор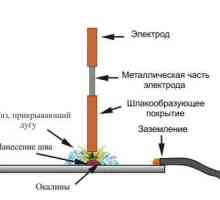 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор Особености заваряване поцинкована
Особености заваряване поцинкована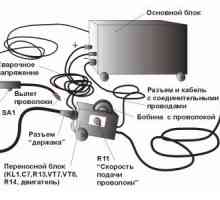 Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване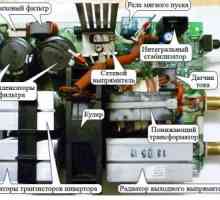 Принципът на устройството на инвертор заваръчни машини
Принципът на устройството на инвертор заваръчни машини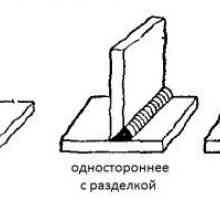 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?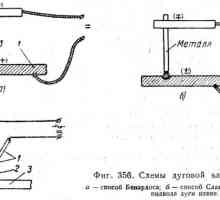 Как правилно и ефективно, като електрически готвене?
Как правилно и ефективно, като електрически готвене? Как да се готви инвертор заваряване?
Как да се готви инвертор заваряване?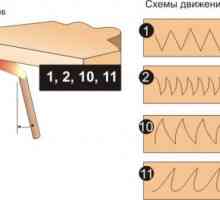 Как да се готви правилно таван електрожен шев
Как да се готви правилно таван електрожен шев Апаратът за заваряване инвертор за начинаещи
Апаратът за заваряване инвертор за начинаещи Видове заварени метални съединения
Видове заварени метални съединения Как да проверите заварката?
Как да проверите заварката? Основните недостатъци на заварки
Основните недостатъци на заварки Принцип и заварка технология скута
Принцип и заварка технология скута Технология изпълнение: заварката
Технология изпълнение: заварката