Модерните технологии и технологии за заваряване
Съдържание
- Видео на "полу-автоматична технология за заваряване"
- Видео по темата "Подготовка на месото да използвате машината заваряване"
- Тези различни характеристики електроди:
- Видео по темата "Заваряване. Военна космически технологии в mig заваряване"
- заваръчна техника
- Видове заварки
- Видео на тема "Нови технологии в процеса на заваряване. mig заваряване на 21-ви век!"
- Видео по темата "modern науката и технологиите"
- Видео на "Супер Супер аргон"
- предисловия
- Заваряване с превръщането на технологиите
- Сродни видеоклипове "инвертор за заваръчно оборудване от фабрика Пейтън"
Видео на "полу-автоматична технология за заваряване"
Монтаж на тръбопроводни системи е предизвикателна задача. За изпълнението на работата, често се използва метод на заварени съединения. Този метод е подходящ за метални продукти от различни материали, но технологията на техниката и заваряване се използва в различни ситуации, може да се различава съществено.

Заваряване на метални части в дома извършва дъга метод, ръководство начин.
За да отговори на предизвикателствата на изграждането на дома често се използват тръбни заварки дъга метод за ръчно начин. За осъществяване на този процес трябва да притежава най-малко от апарат за заваряване консумативи и като електроди. Заваръчни машини, представени на пазара в най-различни, като се започне от модели професионални мащаб за потребителите.
Видео по темата "Подготовка на месото да използвате машината заваряване"
Има много различни техники и методи за извършване на заваръчни работи. Въпреки това, в случай на монтаж на заваряване и свързване на работа често се избира от потребителя метод електродъгово заваряване. такава популярна причина е, че той е достатъчно лек, е обикновен при изпълнението, финансовите ползи и универсално приложим, поради факта, че то може да се направи със собствените си ръце.

Таблица класификации заварки.
В процеса на работа е много важно не само компетентен избор от консумативи, но и правилното приготвяне на ръба на тръбата заварка. За да създадете най-високо качество здраво и издръжливо връзка, тя трябва да се придържа стриктно към правилната последователност на изпълнение.
За производството на инфузионни продукти, вие със сигурност ще изисква не само специално оборудване, но и консумативи, от които шева е изпълнен. Ролята на този материал е точно стърчат електроди от различни видове и размери.
Тези различни характеристики електроди:
Какво всъщност са електродите? С оглед на обикновен метален прът, изработен от диаметър тел от 2 до 5 мм. На се прилагат най-добре от материала на сърцевината на различен състав, наречен калта. Дебелината на покривен слой може да бъде малка от 1-2% от общото диаметър или голям 20-30%. Основната цел на този слой е в образуването на състав не-метални сплави или шлака, която има тегло на няколко пъти по-малко от теглото на проводника. По време на изпълнение на заваръчния лек шлака събира върху повърхността за да се образува достатъчно дебел защитен филм. Това покритие помага да се намали абсорбцията на различните съставни елементи на въздух, което може да се отрази неблагоприятно на качеството на установената връзка.

Основните видове заварки: ъглова, тройници, дупето.
След приключване на работата Получената неметални кора трябва да бъдат отстранени. Направете го лесно, защото в охлажда състояние го като прекалено чуплив.
Електродите на пазара днес се намират в различни варианти, всеки от които се произвежда за използване при определени обстоятелства. Голям асортимент включва закупуването на този продукт в съответствие с условията на труд:
- Електроди с целулоза рисуване приложим за заваряване тръба впечатляващи диаметри и се оставя заваръчни шевове от типа пръстеновиден, а също и вертикално насочени шевове.
- Рутил електроди са покрити с характеризира продукта, както и шлаката лесно запалване с намалена здравина. С помощта на тези консумативи са естетически приятни шевове.
- Рутил-киселинни продукти се характеризират с лесното отделяне на неметален капак съединение. Освен това електродите на данни са признати за най-икономичен, поради малкия си дебит.
- Рутил целулозни покритие прави електродите, подходящи за създаване на шевове на всяко ниво на сложност и производство заваряване на най-удобното положение.
- Основният слой позволява да се направи продукти, които създават шевове с повишена еластичност. Тези съединения не се напука течение на времето. Материалът по-горе е най-подходящ за монтаж на тръби с дебели стени и на места, където има тежки условия на експлоатация на тръбопровода. Тези електроди са най-подходящи за тръбни връзки работят при ниски температури.
Избор на електроди зависи от метода на метод, заваряване на заваряване материал.
В процеса на избор на консумативи важно да се вземат предвид и вида на метала, от който са се прави тръби. Например, електроди с рутил или основния obmazyvaniem идеално подходящи за монтаж работа на тръби, създадени от стомана въглерод тип суровина. И ако това е необходимо за свързване на тръби с поцинкована, тогава е необходимо да се придобие електроди, предназначени специално за такива повърхности.
Трудността е, че когато се работи с галванизирани материали трябва да се счита, че поцинковане има температура на кипене, която е няколко пъти по-ниска от индикатора за стомана. Това води до изпаряване на цинковото покритие в процеса на нагряване. Тези характеристики са причината, че се използва повърхностите за свързване като специализирана техника заваряване, както и специални консумативи.
Специалната технология на изпълнение на строителни работи, необходими за заваряване чугунени изделия. За да се получи съединение с тръби, електроди трябва да се прилагат, които са установени на основата на желязо, мед, никел и никелови сплави.
Видео по темата "Заваряване. Военна космически технологии в MIG заваряване"
заваръчна техника
За да се произведе и заваръчните, трябва да имате под ръка на устройството за неговото производство, роля, която може да се направят следните заварени механизми:

Схема заваряване електрод.
- токоизправител;
- инвертор;
- трансформатор.
В магазина, можете да намерите специалист, машина за висока производителност, но също така и малки устройства за домашна употреба. Цена неефективни продукти значително по-ниски, но те не са в състояние да работят постоянно в дългосрочен план.
В допълнение към устройството за заваряване и консумативи като електроди в процеса на работа със сигурност ще се нуждаят и други продукти, като например кабели за производство на заварени съединения с необходимите съединители, предпазни маската и комбинезон.
Видове заварки
В действителност, може да отговаря на следните методи за съединения с метални тръби:
Видео на тема "Нови технологии в процеса на заваряване. MIG заваряване на 21-ви век!"
- съвместен към съвместно;
- съединение с припокриване;
- Т-бар стомана;
- ъглов шев.
Метод за извършване на заваръчни работи може да се извърши в съответствие със следните местоположения съединения:

видове Таблица електрод.
- таван;
- хоризонтална;
- вертикално;
- по-ниска.
Ниско, призната най-изгодна, обаче, като заваряване техника е предмет на инфузионната тръба метод завъртане е най-предпочитан.
Видео по темата "Modern науката и технологиите"
Говорейки за видовете съединения трябва да се даде предимство им на тези, които се извършват обратно назад. В този случай, че е изключително важно да се контролира пивоварната по повърхността ръбовете на дебелината им. Ето защо тръби с голяма разлика стойности на вътрешни и външни диаметри са винаги свързани двойно метод с provarivaniya както вътре, така и извън него.
За да направите до данни на машината трябва да бъде само след обучението е завършено оборудването от този тип. Новодошлите в този случай би било полезно да се види видеото, където ясно е показано как да го направя правилно, и описва подробно всеки етап от работата.
Видео на "Супер Супер аргон"
предисловия
Преди да се пристъпи към съединение на метал тръба трябва да бъде получен. Списъкът на тези дейности включват:
Класификация заваряване заедно място заварка.
- Контрол за спазване на параметрите, посочени в документацията за участие в дизайна. Проверка на всички налични размери на продуктите, наличието на нередности, повърхностни дефекти, разлики в дебелината на стената, отговарящи на химическия състав, характеристиките, посочени в правилника.
- Премахване от ръбовете на бъдещи съвместни мазни петна, мръсотия, прах и корозия.
- Vymeryat перпендикулярността повърхности като крайни продукти, краищата на ъгъла на отваряне и тъпота, което от настоящите стандарти трябва да се изравни 2 мм.
- При определяне на дефекти и неточности направени обработка на краищата на продукти чрез механични методи.
Един от най-важните и съществени елементи в създаването на ставата са халс. Към тях се създадат, като се използва същия тип на електроди, които се прилагат към основното съединение. По време на заваряване на тръби, например, с диаметър 30 см или по-малко, е необходимо да се инсталира поне четири гвоздеи, подреждането им равномерно в продукта. Ако връзката е направена тръби с големи размери, а след това халс на стъпки от 20-25 см. Препоръчителни настройки елементи от данни 50h4 мм.
Заваряване с превръщането на технологиите
Според хода на събранието на тръбопроводната система винаги се опитваме да максималния възможен брой на ставите да изпълнява е на дъното. Ето защо е толкова популярен метод за справяне с завоя.
Сродни видеоклипове "инвертор за заваръчно оборудване от фабрика Пейтън"
Ако свързаното диаметъра на тръбата на 1.2 cm, те провеждат пивоварната тройна заваряване.
Първият етап на приготвяне на такова съединение се провежда с електрод диаметър на тел от 2.4 mm, а останалите са заварени консумативи големи снимки размер диаметър. Работата се извършва в съответствие със следните указания:
- ръбове свързващ шев бъдеще разделена на две двойки от равни части;
- заваряване на двете части се държат заедно в горната съединение;
- отваряне на тръбата и е заварен втора двойка сектори;
- отново преместване на тръбата и втория слой е заварен към първата двойка на съединението и след това втора двойка вари отново, преместване на продукта в удобна позиция, така че се осъществява двойно запечатване;
- работи в третия слой е в една и съща равнина с въртенето на самата тръба в процеса.
Това създава силна и трайна връзка. На добър час!
 Как правилно и безопасно да се използват данни на машината?
Как правилно и безопасно да се използват данни на машината?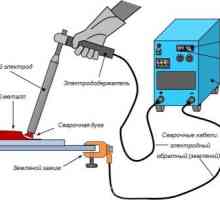 Особености електродъгово заваряване на метали
Особености електродъгово заваряване на метали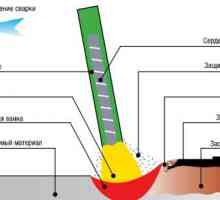 Какви са електродите и как да се готви за електродъгово заваряване
Какви са електродите и как да се готви за електродъгово заваряване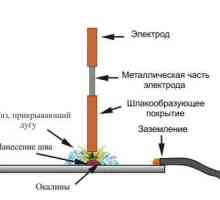 Как да се готви метален заваряване инвертор
Как да се готви метален заваряване инвертор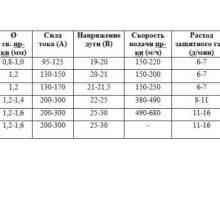 Качествена полуавтоматичен заваръчна тел без газов поток
Качествена полуавтоматичен заваръчна тел без газов поток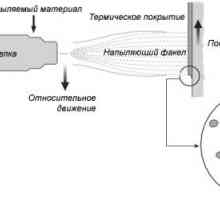 Особености заваряване поцинкована
Особености заваряване поцинкована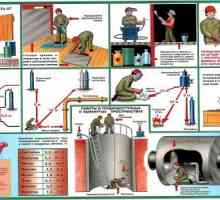 Правила за заваряване собствените си ръце
Правила за заваряване собствените си ръце Заварка технологии
Заварка технологии Електроди: как да избера най-подходящия
Електроди: как да избера най-подходящия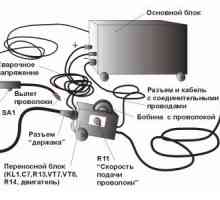 Оптималният избор на полу-автоматично заваряване
Оптималният избор на полу-автоматично заваряване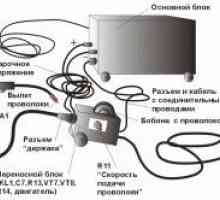 Инструкции: как за заваряване тръба електрически заваряване
Инструкции: как за заваряване тръба електрически заваряване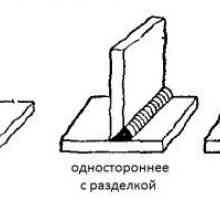 Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?
Как лесно и правилно с ръцете си за заваряване на метали чрез електрически?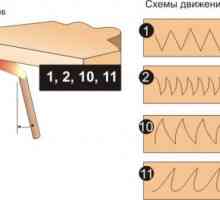 Как да се готви правилно таван електрожен шев
Как да се готви правилно таван електрожен шев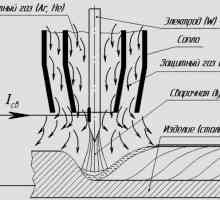 Как правилно и ефективно, за да се готви на вертикалния шев на електрожен
Как правилно и ефективно, за да се готви на вертикалния шев на електрожен Апаратът за заваряване инвертор за начинаещи
Апаратът за заваряване инвертор за начинаещи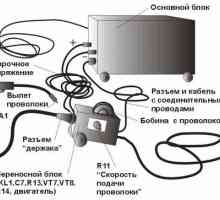 Характеристиките на технологии и материали при заваряване неръждаема полуавтоматичен
Характеристиките на технологии и материали при заваряване неръждаема полуавтоматичен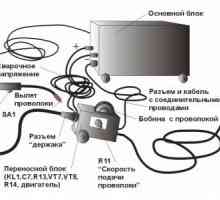 Електрически заварчик
Електрически заварчик Възможно ли е да се направи електродите?
Възможно ли е да се направи електродите?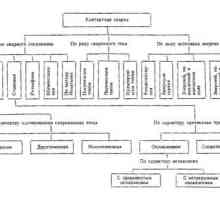 Как да картографира процедура за заваряване
Как да картографира процедура за заваряване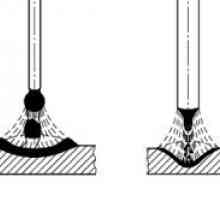 Както готвене тънък метален електрод: основни методи за заваряване
Както готвене тънък метален електрод: основни методи за заваряване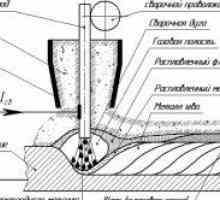 Удобства заварени стоманени конструкции
Удобства заварени стоманени конструкции